Valseverk... på bordet. Valseverk - hovedtyper og design Valsemaskin - utstyr for bøying av metallplater
Hjemmelaget rørbukker for profilrør. Rullemaskin for profilrør
Gjør-det-selv rullemaskin: produksjonsmetoder og teknologier
Tenk på et godt eksempel på hvordan du kan lage en rullemaskin med egne hender: metoder og teknologier for produksjon. Men først av alt er det nødvendig å forstå til hvilket formål vi trenger denne maskinen.
Det er ganske vanskelig å forestille seg en moderne hverdag uten metall. Den brukes overalt, og krever egnet utstyr for bearbeiding. Den metallurgiske industrien bruker hovedsakelig moderne rullemaskiner, som igjen har en høy pris. For uavhengig bruk og produksjon av et profesjonelt rør, kan du designe en rulle- og stansemaskin på egen hånd.
Hva brukes dette utstyret til?
Rulle- og stansemaskiner og annet metallbearbeidingsutstyr brukes oftest til å lage en bestemt form på en metalldel. Siden dette materialet brukes overalt, behandles det med tilbørlig ansvar og oppmerksomhet.
Rullemaskiner for metallprofiler er allestedsnærværende, men mange innser ikke at så komplekst utstyr kan lages uavhengig. På grunn av det faktum at prisen på slikt utstyr er ekstremt høy, vil vi tydelig vurdere et eksempel på hvordan man lager en rulleskjærende mekanisk maskin med egne hender.
Et slående eksempel på metalldeler, der en rullemaskin for profilrør brukes i produksjonen, er rør eller batteriradiatorer som finnes i hvert hus eller leilighet. Alle disse produktene er laget på metallbearbeidingsutstyr, som i kraft av å være laget uavhengig, uten noen ferdigheter og dyp kunnskap.
Viktig: Hvis du bestemmer deg for å lage en stansemaskin selv, bør monteringen av den behandles med tilbørlig oppmerksomhet og ansvar for påliteligheten til påfølgende deler produsert på den.
Typer rullemaskiner
Som det allerede har blitt klart av det tidligere nevnte, er rulleutstyr nødvendig for å bearbeide et metallemne til en ferdig geometrisk formet del. PÅ denne saken for metallplater brukes følgende typer utstyr:
- Kontinuerlig forlengelse, som tillater produksjon av metallrør med et tverrsnitt på 110 mm.
- Pilegrimsmaskiner som brukes til fremstilling av massive rør med en diameter på 400 til 700 mm.
- Korte rettemodeller av utstyr som brukes i produksjon av sømløse rør med en diameter på opptil 450 mm.
- Maskiner av treakseltype, som igjen brukes til å lage tykkveggede rør, hvis diameter kan nå 200 mm. Ofte kalles denne typen utstyr en smykkerullemaskin.
Viktig: På moderne metallbearbeidingsanlegg brukes også ofte brede profilmodeller av bøyesystemet til installasjoner, noe som gjør det mulig å produsere profilrør med en total lengde på opptil 3 meter.
Komponenter av utstyr
Som regel inkluderer enhver valsemaskin tre hovedkomponenter, nemlig:
- arbeider celler;
- overføring enheter;
- elektriske motorer.
Akslene der metallkomponentene til den fremtidige delen er plassert er en del av arbeidscellen. Denne komponenten inkluderer også følgende elementer: installasjonsmekanismer, senger, plater, samt ledninger. Kraftige elektriske motorer er ansvarlige for bevegelsen av alle komponenter i rullemaskinen. De er koblet til arbeidselementene ved hjelp av koblinger, transmisjonselementer og spindler.
Viktig: Hovedkomponenten i rulleutstyr av krympe- og billettype er diameteren på akselen, nemlig størrelsen på arbeidsflaten.
Moderne metallbearbeidingsmaskiner kan ha flere arbeidsstativer samtidig, dette er nødvendig for fremstilling av deler av komplekse geometriske former. Det omtales ofte som en maskin for kråkeføtter, som lar deg jobbe i flere projeksjoner samtidig.
Som regel har slike enheter imponerende dimensjoner og kan gi en arbeidsflate på opptil 3 meter. Særpreget trekk moderne valsemaskiner skal jobbe i tre retninger samtidig for:
- Lage hull i metallplater.
- Uttrekking av arbeidsstykket inn i røret.
- Produktkalibrering, som lar deg stille inn diameteren på den fremtidige delen.
Viktig: arbeid på rullemaskinen kan kun utføres av en kvalifisert spesialist som er instruert i sikkerhetsforholdsregler.
Å lage en rullende installasjon med egne hender
For et profilrør med egne hender, må du lage en liten maskin, som skiller seg betydelig fra industrielle installasjoner i størrelse. Dette kan gjøres i hverdagslige forhold hvis det er ledig plass under maskinen.
Det kan bemerkes at en hjemmelaget maskin kan tillate deg å lage deler av enhver kompleksitet. Med dens hjelp kan du ganske enkelt lage en ledning av hvilken som helst diameter, kuttet metallplate, som sørger for taktekking av ethvert tak, så vel som mange andre detaljer som ofte er etterspurt i hverdagen.
Først må du velge de riktige tegningene slik at du får en hjemmelaget rullemaskin. Etter det er det nødvendig å forberede komponentene, nemlig:
- et par kraftige stativer laget av sterkt metall;
- en stålstang hvis diameter vil være minst 5 cm;
- topplate med M10 muttere;
- to gir av passende størrelse;
- utstyr;
- fjærer og stopper;
- samt bronselager og foringer.
Etter at du har alle komponentene på lager, kan du begynne å produsere en fungerende maskin, som samtidig vil være mobil nok til å bevege seg:
- Ved hjelp av bolter fra stativer og en metallplate settes et slags arbeidsbur sammen.
- To arbeidsaksler er montert på samme stativer. De må først maskineres fra en tidligere forberedt stålstang. De må også herdes for å oppnå forbedret metallstyrke.
- Den nedre akselen er montert mellom stativene ved hjelp av forberedte foringer og lagre. Den øvre akselen er montert på spesielle glidere og er et bevegelig element i maskinen. Den oppadgående bevegelsen til gliderne er begrenset av stopp.
- Kontinuerlig kompresjon av de to separate akslene er gitt av en fjær, som holder dem i konstant spenning. Den festes samtidig til platen, baser og direkte til det bevegelige øvre skaftet.
Viktig: for å sikre driften av en slik maskin, er synkron rotasjon av arbeidsakslene nødvendig. Du kan løse dette problemet med girtog, som overfører dreiemoment til giret, som er montert på den nedre akselen. Dermed kan du starte enheten ved å bruke håndtaket.
Installasjonen som er gjort på denne måten har en manuell drift. Det krever kontinuerlig rotasjon for å fungere. Hvis den manuelle mekanismen stopper, vil følgelig akslene slutte å rotere. Dermed oppnås en universell enhet, der det er mulig å bytte komponenter og dermed endre profilens egnethet til maskinen.
Fordeler med en hjemmelaget enhet
Til syvende og sist kan alt du trenger for å lage en så allsidig enhet kjøpes til en lav pris i en hvilken som helst jernvarehandel, eller du kan hente de nødvendige komponentene fra gamle lenge glemte ting, samt plukke opp tegninger. I alle fall vil prisen på en slik maskin betale seg selv veldig raskt, siden deler av enhver kompleksitet kan lages på den med minimale kostnader for forbruksvarer.
Viktig: å leie en rullemaskin vil koste mye, på grunn av dette kan du legge ut annonser og tjene gode penger på enheten din.
Arbeidet som gjøres lønner seg raskt, da du kan lage alle deler. Her er bare en liten liste over dem:
- profesjonelle rør;
- metallføringer for en profil for gipsplater;
- søm takbelegg;
- elementer for metallkledning;
- metallplater av firkantet og rektangulær form;
- ekstra festemidler for sidespor;
- ledning for elektriske ledninger.
Alle disse hjemmelagde produktene vil være nyttige for deg når du skal bygge et nytt hus eller pusse opp det. Som praksis viser, er hjemmelagde arkbøyemaskiner ekstremt etterspurt, siden ordningen deres ikke krever kompleks produksjon, men samtidig lar deg produsere mange nyttige og nødvendige deler.
Video: gjør-det-selv-rullemaskin.
Resultater
Dermed kan du for hånd lage en utmerket maskin for å brette takplater og andre strukturer med minimumsinvestering og lønnskostnader, og du trenger aldri mer å leie kantpresser eller annet metallbearbeidingsutstyr.
Ekte gullsmestre har jobbet deltid i lang tid, og dermed hatt en stabil lønnsom deltidsjobb, eller bruker sitt hjemmelagde utstyr som hovedinntektskilden.
metmatanki.ru
Gjør-det-selv rørbøyer for et profilrør i henhold til skjemaet
 Industriell design av rørbøyere har et tilstrekkelig antall forskjeller fra lignende enheter laget på en håndverksmessig måte. Kompakte modeller av dette utstyret er tilgjengelig for kjøp, supplert med manuelle stasjoner, hvis det er ment å fungere med et lite profilrør. Når det gjelder mer seriøst arbeid, når det er ment å bøye rør fra 3 tommer, brukes hydraulisk drevne maskiner. Et industrielt verktøy av den aktuelle typen er bare relevant hvis omfanget av arbeidet er passende, det vil si at det er usannsynlig å være egnet som hjemmeutstyr.
Industriell design av rørbøyere har et tilstrekkelig antall forskjeller fra lignende enheter laget på en håndverksmessig måte. Kompakte modeller av dette utstyret er tilgjengelig for kjøp, supplert med manuelle stasjoner, hvis det er ment å fungere med et lite profilrør. Når det gjelder mer seriøst arbeid, når det er ment å bøye rør fra 3 tommer, brukes hydraulisk drevne maskiner. Et industrielt verktøy av den aktuelle typen er bare relevant hvis omfanget av arbeidet er passende, det vil si at det er usannsynlig å være egnet som hjemmeutstyr.
Produksjon av rørbenders industriell måte- Dette er utgivelsen av to modifikasjoner av enheter, der noen er laget i en mobilversjon, tilgjengelig for å bære, og andre - i en stasjonær. Rørbøyere koblet til elektrisitet utmerker seg ved stor brukskomfort. De gir ønsket bøyeradius i samsvar med en viss vinkel uten profildeformasjon.
Hvis du planlegger å utføre rørbøyningsarbeid hjemme, må du ta hensyn til visse nyanser:
- det manuelle verktøyet er utstyrt med et fjærelement, ved hjelp av hvilket rørkonfigurasjonen endres;
- segmentverktøy gjør det mulig å bøye røret ved å strekke det rundt segmentet av utstyret som brukes;
- dorverktøyet lar bare tynnveggede rør bøyes til en ganske liten radius ved hjelp av spesielle føringer.
Hvordan lage din egen rørbøyemaskin?
For å lage en maskin for å bøye et profilrør med egne hender, må du huske at sluttproduktet må være ekstremt enkelt og utføre sin funksjon.
1. vei
For å lage og bruke en bøyemaskin for et profilrør, er det nødvendig å forberede to stykker av en kanal, to trimmefingre som er en del av traktorsporene og fire hjørner.
For å bøye arbeidsstykket trenger du en jekk som kan utvikle en kraft på 5 tonn eller mer. Samtidig vil det være nødvendig å modernisere den ved å installere en stålplattform på den uttrekkbare stangen, for fremstilling av hvilken det er mulig å bruke en utslitt remskive med en "strøm" -bredde som kan sammenlignes med rørprofilen. I dette tilfellet innebærer arrangementet av den hydrauliske driften å kutte av halvparten av remskiven og bore et sete i den for jekkstangen.

Sengen til den fremtidige maskinen er satt sammen fra hjørner festet på en stålplate ved sveising. Totalt brukes fire hjørner, med en hylle fra 60 til 80 mm, i de øvre ender av hvilke to kanaler er festet ved sveising. For å justere bøyevinkelen er det nødvendig å ha symmetriske hull i veggene til kanalene som skal bores.
For å bringe den ferdige maskinen til sin opprinnelige posisjon for arbeid, er det nok:
- sett inn akslene (fingrene) i hullene som er oppnådd i kanalene og fest rullene på dem som stopper for arbeidsstykket;
- heve jekkeplattformen til et slikt nivå at arbeidsstykket kan passere inn i gapet som dannes;
- installer arbeidsstykket i maskinen for profilrøret og lag den nødvendige bøyningen ved hjelp av jekken, ved å bruke dens funksjonalitet.
2. vei
En hjemmelaget rørbøyer for et profilrør basert på rullede produkter innebærer at arbeidsstykket legges på siderullene og presses på toppen av den tredje. Etter å ha festet røret i denne posisjonen, gjenstår det bare å sette akslene i bevegelse ved hjelp av en kjededrift for å oppnå ønsket bøy.

For å lage en maskin for å rulle et profilrør, trenger du:

Merk følgende! Det er problematisk å produsere en funksjonell rullerørbøyer uten passende beregninger og tegninger. Det er imidlertid ikke alle som har kunnskapen som er nødvendig for dette, så det er best å bruke klar dokumentasjon.
 Egen produksjon en rørbender for en profil er en fullstendig gjennomførbar oppgave som må korreleres med visse mål. Hvis du planlegger å utføre slikt arbeid bare som en engangshendelse, kan du sette sammen en trekonstruksjon som er ganske i stand til å motstå en kort levetid. Ellers, når det er planlagt å produsere rør med en eller annen bøy på løpende basis, er det ønskelig å anskaffe en stasjonær enhet med en mer kompleks og pålitelig design.
Egen produksjon en rørbender for en profil er en fullstendig gjennomførbar oppgave som må korreleres med visse mål. Hvis du planlegger å utføre slikt arbeid bare som en engangshendelse, kan du sette sammen en trekonstruksjon som er ganske i stand til å motstå en kort levetid. Ellers, når det er planlagt å produsere rør med en eller annen bøy på løpende basis, er det ønskelig å anskaffe en stasjonær enhet med en mer kompleks og pålitelig design.
For å montere en stasjonær enhet som kreves for å bøye rør, må du gjøre følgende:
- monter en metallramme ved å koble elementene med bolter og sveising;
- installer akslene og akslene på dem i samsvar med den eksisterende tegningen, og observer plasseringsnivåene: to er høyere enn den tredje;
- sett sammen et kjededrev som brukes til å drive maskinen, som vil kreve ikke bare en kjede som kan lånes, for eksempel fra en gammel motorsykkel, men også tre gir;
- fest et håndtak til en av skaftene.
Profilrørbøyertegninger


Hjemmelaget rørbøyemaskin rulletype

Spesifikasjon-forklaring til ordningen:
- plate av tre;
- Kanal;
- Bolt;
- Hjørne;
- Spesielle kjeks;
- press rulle;
- En penn;
- halsbånd;
- guide rulle;
- Vinkelfesteskruer.
Den enkleste rørbøyeren fra en jekk av armbrøsttype
 Her:
Her:
- bolter;
- Jack;
- Dorn.

Montering av en enkel rørbøyer
Ved å følge instruksjonene nedenfor kan du lage en rørbøyer for et profilrør med egne hender for en seksjon fra 10 × 10 til 25 × 25 mm i en vinkel på opptil 180 grader.

Den foreslåtte designen er enkel, og for produksjonen trenger du følgende sett med materialer:
- monteringsplate;
- firkantet profil som kreves for fremstilling av et rotasjonshåndtak;
- to ruller, hvor diameteren til den første er 65 mm, og den andre er 173 mm;
- en akse utstyrt med en M14-gjenge i endedelen;
- mutter M16, skive C
For fremstilling av monteringsplaten kan metall med en tykkelse på 7 mm eller mer brukes. I dette konstruksjonselementet er det nødvendig å bore et hull (30 mm) for å installere akselen under valsen, 4 fatninger (8 mm) for M6-bolter og hull for bolter.

En firkantet profil (36×36 mm, veggtykkelse 4 mm) egner seg for å lage et håndtak som setter maskinen i bevegelse. For å feste dette elementet som en spak, må to plater sveises til dens indre ende og hull (30 mm) må lages i dem, med fokus på boltene som fester rullene.
 Monteringen av rørbøyeren utføres i samsvar med følgende prosedyre:
Monteringen av rørbøyeren utføres i samsvar med følgende prosedyre:
- Monteringsplaten festes til arbeidsbenken med M8 bolter. Samtidig er det nødvendig å sikre stabiliteten til arbeidsbenken for å utelukke muligheten for skift under arbeid med å bøye arbeidsstykket.
- På rotasjonsaksen, festet i monteringsplaten, er en stor rulle montert, festet med en mutter.
- Akselen som holder den lille valsen er installert og fikset.
- M6 stendere er plassert på plass, nødvendig for å holde en del av profilen når du arbeider med den. Monteringsplater monteres på stenderne, tilsvarende størrelsen på profilen.
 I fremtiden forutsetter prosessen med å bøye det profesjonelle røret at først håndtaket på rørbøyeren flyttes til venstre posisjon til det stopper, deretter vil arbeidsstykket bli installert i ønsket posisjon, hvis bøying vil sikre driften av maskinen drevet av spaken.
I fremtiden forutsetter prosessen med å bøye det profesjonelle røret at først håndtaket på rørbøyeren flyttes til venstre posisjon til det stopper, deretter vil arbeidsstykket bli installert i ønsket posisjon, hvis bøying vil sikre driften av maskinen drevet av spaken.
Konklusjon
Siden det er ganske vanskelig å lage en rørbøyer for et profilrør, presenterte vi 3 forskjellige alternativer for produksjonen. En av dem skal passe.
Etter at du har laget en rørbender med egne hender, send den til oss via post med en beskrivelse av arbeidet, og vi vil legge det ut på nettstedet.
Lignende artikler:
vseprotruby.ru
Rørbender for et profilrør - jo bedre å bøye profilen
Mange strukturer inkluderer rør med profilseksjon, og de har ikke alltid en rettlinjet geometri. Med en sving, med en bøy i en vinkel og til og med med en spiralvridning - finnes slike rørkonfigurasjoner både i industrianlegg og i husholdningen. For å oppnå ønsket form utsettes rørene for en tvungen bøyeprosess. For å lette dette arbeidet for mesteren bruker de en spesiell mekanisme - en rørbøyer for et profilrør.
Å bøye et profilrør er et alternativ til å kutte det med påfølgende sveising av fragmenter til en enkelt struktur. Ved hjelp av profilbøyere oppnås umiddelbart krumlinjeformede røremner i ett stykke (eller med et minimum antall skjøter). I markedet for metallbearbeidingsutstyr kan du velge riktig rulleformingsutstyr for ethvert materiale, seksjon, diameter og veggtykkelse på røret.
Typer maskiner for bøying av profilrør
Avhengig av kontrollprinsippet er alle rørbøyere for et profilrør delt inn i 3 typer:
- Håndbok.
- Hydraulisk.
- Elektrisk.
La oss vurdere mulighetene for hver av dem litt mer detaljert.
Manuelle rørbøyere
En manuell rørbender for et profilrør fungerer ved å kun bruke muskelstyrken til en person. På grunn av mobilitet, kompakte dimensjoner og lav vekt er denne rulleformingsmaskinen praktisk for produksjon av de ønskede produktene direkte på stedet for videre bruk. Det vanligste alternativet er med tre ruller, rundt hvilke metallarbeidsstykket beveger seg i ferd med å gjøre det krum. 
En manuell rørbøyer for en profil, som et rett profilrør er stukket inn i, lar deg få et produkt med en bøy i enhver vinkel ved utgangen. I tillegg til et rør (med rektangulær, firkantet eller rund seksjon), kan en manuell profilbøyer lett bøye en stållist, stang, vinkel, firkant etc. til en bue.Fordelen med enheten er at til tross for det enkle arbeidsmekanisme uten bruk av elektronikk og spesielle innstillinger, bøyningen av produktet skjer i strengt samsvar med den angitte radien.
Manuell rulleformingsmaskin har andre fordeler:
- sikkerhet;
- enkel transport;
- rimelig pris;
- uavhengighet fra kilden til elektrisitet;
- bredt spekter av applikasjoner.
Noen brukere er redde for å kjøpe manuelle bøyeverktøy, og vurderer dem som upålitelige. Faktisk er denne frykten ubegrunnet: mekaniske profilbenders er laget av høyfast stål, inkludert legerte kvaliteter.
Rulleaksler av en manuell profilbøyer bøyer enkelt og nøyaktig rør fra forskjellige materialer: stål, kobber, aluminium og metall-plast. Avhengig av formålet kan mekaniske rørbøyere for profesjonelle rør utstyres med flere størrelser spor for bøying av profilrør av forskjellige seksjoner, for eksempel: 15x15 mm, 25x25 mm, 40x40 mm, etc. 
Hver modell har sine egne muligheter for å oppnå maksimal bøyevinkel på arbeidsstykket og maksimal veggtykkelse på produktet. For enkel bruk er det hull i rammen til den manuelle mekanismen, ved hjelp av hvilken den er sikkert festet på skrivebordet.
Den rimelige prisen på utstyr i denne kategorien gjør at mange hjemmehåndverkere kan anskaffe det til husholdningsbehov. Noen bruker dem også individuelle gründere, blikkenslagere, smeder og verksteder. For å klare dem kreves det ikke spesiell kunnskap og stor fysisk innsats.
Selvfølgelig, som i enhver varegruppe, er det representanter for premiumklassen. For eksempel en universell rulleformingsmaskin, som kan bøye store profilprodukter. Rullene er laget av herdet stål og er prefabrikkerte, slik at firkantede rør kan bøyes ved å vikle dem på en forhåndsbestemt mal.
Ofte brukes slikt utstyr i bolig- og kommunale tjenester - for å designe en tur på vann- og gassrør. Kostnaden for slike enheter er en størrelsesorden høyere enn konvensjonelle manuelle, men omfanget er mye bredere.
Hydrauliske rulleformingsmaskiner
Den andre gruppen av rørbøyere er hydrauliske mekanismer. De har bredere funksjoner og fungerer ikke bare med rør, men også med sylindre, firkanter og andre komplekse profiler. Under drift gjør maskinføreren mindre fysisk anstrengelse, siden hydraulikk gjør det for ham.
En hydraulisk drevet rulleformingsmaskin er en teknisk mer avansert mekanisme enn en manuell valseformingsmaskin. Rullene kan rulle røret både horisontalt og vertikalt. I prosessen med bare én rulleoperasjon kan produktet gis flere roterende bøyninger med ønsket radier i forskjellige vinkler. 
I standardversjonen er den hydrauliske profilrørbøyningsmaskinen utstyrt med tre ruller (ruller): en drevet og to trykkruller. Rullene er laget av høyfast legert stål, så de krever ikke hyppig utskifting. Men om nødvendig kan de enkelt demonteres og erstattes med backup.
Som manuelle profilbøyere har hydrauliske maskiner tre spor, men dimensjonene på rørseksjonene her kan nå opp til 60x30 mm. Tverrsnittet av firkantede rør overstiger som regel ikke 40x40 mm. Du kan også bøye stripe, stang og rundt rør.
Ytterligere bekvemmelighet i arbeidet skapes av bremseenheten til motoren - du kan når som helst avbryte operasjonen, foreta de nødvendige justeringene og fortsette å jobbe igjen. Driftsmåten til slike enheter er variabel: den kan være manuell, halvautomatisk og automatisk.
Ytelsen til hydrauliske bøyemaskiner for profilrør gjør at de kan brukes ikke bare for å utføre engangsoperasjoner, men også for fullverdig serieproduksjon. Valget av denne typen rulleformingsmaskin er basert på det planlagte arbeidsomfanget: for periodisk bruk vil en liten manuell maskin være tilstrekkelig; i tilfelle drift under produksjonsforhold, vil valget av en halvautomatisk eller automatisk maskin være mer effektivt.
Elektriske maskiner for bøying av profilrør
Profilbøyemaskinen for bøying av profilrør kan også drives av en elektrisk motor. Av alle typer profilbøyere er det den elektriske som har størst potensial. Faktisk er dette en ekte profesjonell maskin designet for masseproduksjon av bøyde produkter.
Metallprodukter, som lett kan håndteres av innstillingene til rullene, kan lages av forskjellige typer valsede produkter: stål av forskjellige kvaliteter, aluminium, kobber og andre. Maskinens rullende ruller er laget av høyfast stål og har en lang slitestyrke, og derfor er hyppig utskifting av deler utelukket. 
Maskinen kan ikke klassifiseres som mobil: den er installert permanent, med permanent tilkobling til strømnettet. Slike bøyeenheter er montert på stedet til maskinbyggingsbutikker, i smier og i verksteder. Fordelen med elektriske profilbøyemaskiner er at det ikke gjøres noen fysisk innsats fra operatøren under drift.
Nøyaktigheten til bøying på elektriske profilbøyere lar deg lage produkter av høyeste ytelsesklasse. Vinkelinnstillingen kan stilles inn av operatøren både manuelt og vha digitale programmer. I det andre tilfellet utføres kontrollen av utførelsen av operasjoner på maskinen ved hjelp av en innebygd eller ekstern skjerm.
Ytelsen til en elektrisk rørbøyer avhenger av kraften til dens elektriske motor. PÅ ulike modeller den kan nå fra 0,7 kW til 2,2 kW. Valget, som alltid, bestemmes av produksjonsoppgavene. En rask endring av dyser lar deg også øke hastigheten på behandling av metallprodukter med en kompleks profil - det er et sett for hver profil.
Til tross for at den elektriske profilbenderen har etablert seg som den mest produktive, er populariteten fortsatt ikke like høy som for manuelt og hydraulisk utstyr. Hovedårsakene er den høye prisen og tilknytningen til et bestemt sted. Kjøp av elektriske profilbenders er økonomisk fordelaktig bare ved storskala stabil produksjon.
Av alle industrielle rørbøyemaskiner for arbeid med forskjellige metallprofiler, opptar en CNC-maskin et eget sted. Dette er den kraftigste og mest produktive enheten av alle som brukes i masseproduksjon. Den er designet for tredimensjonal bøying av rør og profiler laget av rustfritt stål, kobber, aluminium, bronse og andre metaller og legeringer.
av de fleste effektiv måte CNC maskinstyring anses å være en servodrift. Bruken av slikt utstyr på grunn av sin høy pris bare rettferdiggjort i forhold til fullskala produksjon, for eksempel i bilfabrikker eller store møbelbedrifter.
Kanskje har du egen erfaring med praktisk bruk av rørbøyere til profilrør: hjemme eller i produksjon. Vi er interessert i å vite din mening om modellen du bruker, om dens fordeler og ulemper. En slik meningsutveksling er svært viktig for andre brukere, og kan i stor grad hjelpe dem med å velge et godt rørbøyeutstyr.
I følge katalogen til internettportalen tilbyr nettstedet å kjøpe utstyr for rullende produksjon på bedrifter på forskjellige nivåer. Rulleutstyr og verktøy brukes til plastisk deformasjon av metall ved å flytte det gjennom roterende ruller, rulling suppleres med kutting, vikling og andre teknologiske operasjoner. Trenger du utstyr for produksjon av valset metall, finner du på vår nettside de siste tilbudene fra produsenter, importører og andre næringsrepresentanter.
Typer leieutstyr
Nettstedskatalogen inneholder rullemaskiner og apparater for metallbearbeiding, som kan brukes i bedrifter i ulike bransjer. Det brukes til produksjon av metallkledning, metallfliser, stålrør og hundrevis av andre typer produkter; riktig valgt produksjonsutstyr er garantert å betale tilbake alle kjøpskostnader.
Ved å bruke nettstedsportalen kan du til en lav pris kjøpe følgende typer utstyr for metallbearbeiding og produksjon ferdige produkter:
- Ferdige linjer for produksjon av metallprofiler. De vil tillate på kort tid å utstyre bedriften med alt nødvendig og begynne å produsere produkter i store mengder. Automatiserte linjer gir høy presisjon metallbearbeiding.
- Linjer for produksjon av profilerte ark. Dette materialet brukes aktivt i bygging av gjerder og rekkverk, taktekking, veggkledning, profilert ark er i konstant etterspørsel, og dets popularitet fortsetter å vokse. Den ferdige linjen for produksjon av profilerte ark vil bli en garantert fortjenestekilde.
- Manuelle profilbøyere designet for bøying av profiler i forskjellige størrelser og tykkelser. Utstyret kan bli en del av en automatisert linje, denne teknikken lar deg jobbe med tre arbeidsstykker samtidig.
- Separat tilbehør til valseverk. Ethvert havari av utstyr fører til arbeidsstans og tap, så det er viktig å ta vare på kvalitetsreservedeler. Leverandører tilbyr ulike deler, katalogen gir en detaljert beskrivelse av hver vare.
På nettstedet vårt kan du enkelt finne alt du trenger for å utstyre et moderne produksjonskompleks, det kjøpte utstyret vil vare i årevis og gi betydelig fortjeneste. For å avklare pris og salgsvilkår kan du direkte kommunisere med leverandører og finne faste partnere.
Vilkår for levering av utstyr
Nettstedet tilbyr moderne utstyr for bedrifter som produserer metallprodukter, du kan modernisere produksjonen til minimale kostnader. Kjøp den valgte applikasjonen og kontakt leverandørene direkte for å diskutere vilkårene for samarbeid og velge pålitelig utstyr. Utstyret er ledsaget av et komplett sett med dokumenter. ved kjøp av nytt utstyr får du produsentgaranti.
Rullemaskiner er det viktigste utstyret for å skaffe metall i den formen det trengs. De vil bli diskutert i artikkelen.
Generell informasjon
I dag er metall det vanligste materialet som et stort utvalg av ting er laget av, fra små husholdningsdeler til store industrianlegg. Det er imidlertid et veldig viktig poeng som ikke alle vet om. Bare å smelte metallet og deretter gjøre det om til en barre er ikke nok. Etter dannelsen av ingoten overføres alt metall til valseverkstedet. Det eneste utstyret som finnes på slike verksteder er valsemaskiner. Det er disse enhetene som gir den ønskede formen, som er egnet for påfølgende bruk av metall. Det er verdt å merke seg at dette utstyret er et av de eldste i dag. Men i løpet av årene med bruk har maskinen vist seg fra en så god side, har så gode egenskaper og produktivitet at den fortsatt brukes i dag.
Maskinenhet
Som sådan er ikke valsemaskinapparatet komplisert eller vanskelig å vedlikeholde, montere eller reparere. Det eneste formålet med denne enheten er å gi form til ingots av metall. Med andre ord kommer store blokker inn i valseverket, og når de passerer gjennom valseverket, formes de til mer kjente metallplater. For å oppnå denne effekten har utformingen av valsemaskinen to ruller som hele tiden roterer mot hverandre. Fra synspunkt teknologisk prosess dette arbeidet anses som ganske enkelt. I tillegg har den konstante forbedringen av teknologien gjort det mulig å gjøre mange forbedringer og modifikasjoner av driften av denne enheten. Takket være disse endringene kan alt utstyr av denne typen nå operere i en helautomatisk modus.

Rullende
Valsemaskinen for metall utfører en annen svært viktig funksjon. Det former ikke bare bladet. Når blokken passerer gjennom denne maskinen, blir metallet mer jevnt og tettere i strukturen. Dette skyldes det faktum at valsene fullstendig overskriver eller lukker eventuelle sprekker eller tomrom som godt kan dannes på barren.
Et annet viktig poeng er at prosessen med å dreie eller valse metall til en plateform foregår i flere trinn og med deltagelse av flere typer maskiner. Primær rulling utføres av blomstrende og slabbing-enheter. Det er verdt å merke seg at før du sender blokken til å rulle på disse maskinene, må den varmes opp litt. Å øke temperaturen på metallet vil øke plastisiteten til materialet under rullingen. Hvis vi snakker om ytelsen til slike maskiner, så er den enorm. Én maskin er i stand til å produsere rundt 6 millioner tonn metall per år. Dette er tatt i betraktning at vekten av blokkene som kommer for utleie kan være i regionen fra 1 til 18 tonn.

Blomstrende eller plating
Før du går inn i utleien, varmes ingots i spesielle brønner. Temperaturen som opprettholdes i slike enheter kan nå 1800 grader Celsius. Etter å ha passert brønnen, brukes en elektrisk bil, som faktisk gir ut den oppvarmede blokken for utleie av blomstring eller plating. Forskjellen mellom disse maskinene er at blooming kun har to ruller, mens slabing har fire. Det er viktig å forstå at passasjen av dette stadiet og selve prosesseringsprosessen bare er primære, siden ved utgangen fra blomstringen eller skjæringen har blokken fortsatt ikke en fullverdig form for arkmateriale. Disse enhetene er designet for å danne stenger. Avhengig av form og størrelse, er det resulterende materialet delt inn i blomster eller plater. En viktig merknad - bruken av blomstrende eller platevalsemaskiner utføres bare på de industrielle anleggene hvor metallet senere vil bli hellet i former.

Generelle egenskaper for maskinen
Valseverk - enheter med glatte valser som metall føres gjennom for å gi det en plateform. For tiden er det et stort utvalg av disse enhetene. Den største forskjellen mellom maskinene ligger i formen på rullene. For eksempel er det en enhet som opprinnelig ble laget for produksjon av skinner. Formen på rullene ble forberedt nøyaktig for denne oppgaven under produksjonen av maskinen. Det er også viktig å forstå at maskinen har flere par ruller som metallet passerer gjennom. Konstant fremgang har ført til at alle typer enheter er i stand til å fungere i en konstant automatisk modus. Hastigheten som stativene trekker blokken gjennom maskinen med kan nå en rekordhastighet på 290 km/t. Den årlige kapasiteten til et slikt valseverk når flere millioner tonn. Til dags dato stor popularitet rekruttere enheter som støping og valsing. Fordelen er at de kan fungere som en separat komplett produksjonslinje, i motsetning til konvensjonelle valseverk.

For tiden er det slike typer maskiner som emner, ark, striper, seksjoner, og noen typer er i stand til å produsere tråd eller bjelker.
leie av rør
En annen stor kategori rullemaskiner er beregnet på produksjon av metallrør, ikke metallplater. Det er kun tre hovedtyper av rørrullemaskiner som for tiden er i bruk. Disse inkluderer piercing-, rulle- og etterbehandlingsmaskiner.

Hvis vi snakker om piercingmøller, kan de ha tre forskjellige typer valser som brukes til valsing. Det er tønneformede, soppformede og skivevalser. Anordningen av den første typen, det vil si tønneformet, er karakterisert ved at disse maskinelementene har en dobbeltkonisk form med en diameter på 450 til 1000 mm. Begge deler er plassert i horisontalplanet, men langs den vertikale aksen kan du justere matevinkelen fra 5 til 18 grader eller mer.
Skruerulling
Profilrørrullemaskinen kan også utføre metallskruebehandling. Denne typen operasjon i dobbeltkjegleruller skaper strekk- og skjærspenninger i metallet. Det er viktig å merke seg at den radielle spenningen til arbeidsstykket kan nå ganske store verdier, noe som skaper et hulrom med liten diameter, som har ujevne vegger. For å oppnå et hull med den nødvendige diameteren og samtidig unngå tilstedeværelsen av uregelmessigheter, og lage jevne vegger, er det nødvendig å rulle på en dor. En dor er forstått som et kjegleformet verktøy, som er plassert ved enden av stangen mellom rullene langs bevegelsesbanen til metallarbeidsstykket. Det er et spesielt stopp for å feste stangen med en slik dor. Når metallet beveger seg fremover, gjennombores det av denne rammen som passerer gjennom hullet, utvider og flater det ut.

Det er ganske problematisk å samle anmeldelser om en rullemaskin for et profilrør, siden slike enheter hovedsakelig bare brukes av store bedrifter. Men her indikerer allerede bruken av disse spesielle enhetene at de fungerer stabilt og godt. Med andre ord kan konklusjoner trekkes basert på det faktum at alle metallbearbeidende fabrikker i en enorm periode bruker slike maskiner. Og dette betyr at tilstedeværelsen automatisk modus og stor ytelse gjør susen. Ulempene inkluderer det faktum at dimensjonene til slike enheter er ganske store, og deres stopp og omstart er veldig problematisk.
Tynne rør
Det skal bemerkes at tykkveggede ermer oppnås under passasje av rullede produkter på piercingsmaskiner. Etter bearbeiding på denne enheten overføres arbeidsstykket til tynnrørsrulling på en enhet som:
- pilegrim;
- auto;
- kontinuerlige;
- tre-ruller.
Navnet på hver av disse enhetene bestemmes av typen valseverk som brukes på dette utstyret.
Rullende stansemaskin
Den mest kjente produsenten av denne enheten er Kadzama. Denne enheten kalles også en rullepresse. Enheten til denne tingen er veldig enkel, og den er beregnet på å kutte papp, papir eller plastbokser for konfekt.
Fordelene med denne enheten inkluderer det faktum at den lønner seg ganske raskt. De første 10 000 boksene - dette er den omtrentlige kostnaden for en slik maskin. Kostnaden for ferdige produkter, det vil si bokser, er også veldig lave. Du må kun betale for selve kildematerialet - papp. Det er veldig enkelt å jobbe med denne typen maskiner. Alt som trengs er bare to ting. Først legges et ark papp på stanseknivene, og deretter dreies matehåndtaket. Dimensjonene til en slik enhet er også ganske små. Du kan til og med installere den på et vanlig bord.
Hvordan lage en rullemaskin?
For å lage en rullemaskin for produksjon av profiler, trenger du 3 obligatoriske ting - dette er metall, lagre og en dreiebenk. Den samme utformingen av maskinen er også ganske enkel. Bestanddelene i en rullemaskin i ett stykke er et bord som en snekkegirmotor er festet til. I tillegg er det nødvendig å fikse 7 ekstra mottaksstativ på bordet. Det er viktig å vite her at hvert bur består av flere bestanddeler, og alle er knyttet til hverandre. Det vil si at hver celle er koblet til den neste. En ny nyanse til gjelder ruller. I denne modellen av maskinen er de avtagbare, og festingen deres utføres på akslene. Denne typen arrangement og selve typen valser åpner for store muligheter for produksjon av ulike profiler når det gjelder deres dimensjoner, så vel som type produkt. Hvis det er et slikt ønske, så kan du sette den nye typen ruller som vil tillate produksjon av LSTC-profil. For ikke å ta feil i produksjonen, er det best å lage en tegning av en valsemaskin før du fortsetter med monteringen.
fb.ru
Rullemaskin - utstyr for bøying av metallplater
rullemaskin(rulle, ruller) er et allsidig utstyr som brukes innen konstruksjon og reparasjon for bøying av ulike metaller.
Slike maskiner brukes i enhver moderne bedrift for produksjon av koniske, ovale og sylindriske produkter fra metallplater. Prosedyren for å produsere slike strukturer kalles rullende. Det gjør det mulig å få tak i alle rør, emner for etterfølgende stempling, forskjellige ferdige metallprodukter.
Enkelt rulleutstyr brukes også i hverdagen når du skal lage takrenner, skorsteiner, rør, luftekanaler og andre produkter for taktekking og byggearbeid med egne hender. Moderne rullemaskiner lar deg jobbe med nesten hvilket som helst metall. De bøyer enkelt plater av rustfritt stål, legeringer og karbonlegeringer, aluminium, støpejern.

Det finnes også modeller av rulleutstyr som fungerer med polykarbonatemner.
Alle enhetene beskrevet av oss for bøying av metallplater er delt inn i følgende grupper:
- Håndbok;
- elektromekaniske;
- hydraulisk.
Den manuelle maskinen kan monteres på et stativ (gulv) eller på en arbeidsbenk (bord). Den har ikke en mekanisk stasjon, derfor, for å utføre arbeid på den, er det nødvendig å bruke muskelstyrke. Manuelle maskiner er veldig enkle å bruke. Deres elementære design sikrer høy pålitelighet av utstyrsdrift i lang tid.
Manuelle ruller er designet for å produsere rør og andre metallprodukter med en tykkelse på opptil 1,5–2 millimeter. De er lette og kompakte, noe som gjør at de kan bæres og brukes direkte på anlegget for å utføre visse arbeider (tekking, reparasjon). Det beste av alt er at de ikke trenger strøm. For prisen er en stasjonær og gulvstående manuell enhet alltid å foretrekke fremfor en elektromekanisk.

Maskinverktøy med elektrisk motor utstyrt med girkasse er mer effektive i drift. De letter og fremskynder prosessen med å bøye rør betydelig. Den elektromekaniske enheten er installert permanent i det tilsvarende verkstedet til bedriften og brukes til å behandle metall med en tykkelse på opptil 4 millimeter.
Hydraulisk utstyr tilhører den tunge klassen. Det brukes til produksjon av rør og andre strukturer i industriell skala ved kraftteknikk, skipsbygging og maskinbygging. Når det gjelder det tekniske potensialet, er den hydrauliske maskinen flere ganger overlegen den elektromekaniske og manuelle. Hydraulikk kan produsere rør av metallplater opp til 8 millimeter tykke. Ofte er hydraulisk utstyr utstyrt med programstyring.
Hovedenheten til de beskrevne maskinene er en støpt seng. Den er laget av stål eller støpejern. En spesiell deformasjonsmekanisme er montert på rammen, bestående av flere (3–4) ruller. To ruller er stasjonære, rotasjon i prosessen gjøres av den tredje og, hvis noen, den fjerde. De bevegelige skaftene kan også bevege seg vertikalt.
Den øvre rullen er festet på rammen i henhold til ordningen, noe som gjør det mulig å raskt fjerne den om nødvendig, eller raskt justere den for produksjon av rør med forskjellige seksjoner. Justering av dette strukturelle elementet utføres med en enkelt vinge-type skrue. I nærvær av spor på arbeidsrullene, kan ikke bare rør, men også stenger eller tykk ledning bøyes på dem. En manuell metallbøyemaskin har vanligvis tre ruller, en elektromekanisk maskin har 3–4. Men hydrauliske installasjoner produseres alltid med fire ruller.

Prosessen med å produsere rør på enhver enhet er veldig enkel:
- først klemmes et metallark mellom den midtre og ytre akselen ved hjelp av et spesielt håndtak på maskinen;
- deretter presses arbeidsstykket mot dem av den tredje rullen;
- start å rotere rullene manuelt eller start den elektriske motoren.
Når metallet passerer gjennom akslingene med en viss hastighet, bøyes det i rette vinkler. For å lage rør eller takrenner av ganske anstendig kvalitet med egne hender, kan du kjøpe en manuell maskin. I det store og hele trenger du ikke engang å kjøpe den (selv om de er rimelige), siden du kan sette sammen en hjemmelaget enhet og bruke den effektivt til å utføre små jobber. For informasjon om hvordan du gjør dette, se neste del av artikkelen.
Alle som setter seg en slik oppgave kan lage en slik maskin med egne hender. Vi vil veldig kort beskrive hvilke materialer og hvordan nøyaktig en hjemmelaget enhet kan lages. Først må du ta en ramme laget av rør eller en buet profil som vil tjene som en seng.
Deretter forbereder vi en U-formet profil (ideelt når materialet for det er herdet stål) for fremstilling av en vertikal støtte for utstyret vårt. Deformeringsenheten til valsemaskinen er plassert i den åpne (øvre) delen av profilen. Du kan fikse det med en klemme, som er gjenget. Under sengen er den nedre delen av U-profilen festet.
Etter det tar vi overføringskjeden, uten hvilken rulleanordningen ikke vil fungere, og monterer den på tannhjulene. Her er det viktig å trekke kjedet godt og sørg for å sjekke hvor lett det er å bevege seg.

Deretter installerer vi matehåndtaket og fester hele mekanismen til rammen ved hjelp av rullelager. Du har laget den enkleste manuelle rullemaskinen med egne hender! Det er ønskelig å gi sin design en spesiell mekanisme som lar deg justere gapet mellom akslene. Deretter kan du behandle metall av forskjellige tykkelser.
Det er enkelt å lage en mer kompleks rullemekanisme med egne hender. Det er mye materiale på Internett om dette problemet. Finn et nettsted med relevant informasjon, se på tegningene av hjemmelagde installasjoner og lag ditt eget utstyr som passer perfekt for deg.
Det moderne markedet for metallbearbeidingsutstyr er i stand til å tilfredsstille enhver forespørsel. Alle kan finne maskinen de trenger til en svært rimelig pris. Det er enkelt å kjøpe en rimelig kompakt gjør-det-selv rørbøyemaskin, og en profesjonell utedel for et stort produksjonsverksted eller et beskjedent privat verksted.

Ruller fra følgende produsenter er populære:

Du kan også kjøpe utstyr fra andre produsenter - SAHINLER, JET, SCHWARTMANNS, PRINZING. Maskinene varierer i pris, men alle gjør hovedoppgaven sin godt.
Utvalget av mekaniske rullemaskiner med elektrisk motor er ikke mindre imponerende. Etterspurte elektromekaniske rullemaskiner produseres av allerede nevnte selskaper, samt russiske fabrikker. Vi beskriver flere populære modeller av slikt utstyr:

Som du ser er valget av rulleutstyr for tiden meget bra. Du kan enkelt kjøpe både profesjonelle maskiner for bruk i produksjon, og amatørenheter for innenlands bruk.
tutmet.ru
Valseverk - hovedtyper og design
Det er vanskelig å nevne en industri der metall og produkter fra det ikke brukes, for produksjonen som et valseverk brukes aktivt. Metallurgiske bedrifter stiller i dag ganske høye krav til utstyr. Det er derfor moderne industrimaskiner, spesielt valseverk, skiller seg betydelig fra modellene som ble produsert tidligere.

Valseverk for produksjon av bølgepapp
Hva er dette utstyret til?
Behovet for et så holdbart og pålitelig materiale som metall vokser stadig, noe som fører til behovet for å åpne nye metallurgiske virksomheter og modernisere eksisterende. Listen over bransjer der bruken av metall rett og slett er uunnværlig, kan fortsette på ubestemt tid. Disse er maskinteknikk, bil- og skipsbygging, byggeindustrien og mange andre.
For at metallmalm skal bli til valset metall av en viss karakter, er det nødvendig å utføre mange grunnleggende og hjelpeoperasjoner, for hver av disse brukes spesialutstyr. En av hovedtypene av metallurgisk utstyr, som, som et resultat av plastisk deformasjon, oppnås et metallark fra en varm billet, er et valseverk. Det er på den at hoveddelen av arbeidet utført av metallurgiske virksomheter utføres.
Varianter av valseverk
Som vi allerede har funnet ut, er et valseverk utstyr der, på grunn av sekvensielt utførte operasjoner, en metallstang omdannes til valsede produkter med de nødvendige geometriske parameterne. Avhengig av parametrene til sluttproduktet, kan disse maskinene være av flere typer. Blanking og swaging (slabings og bloomings) er designet for å produsere et emne fra en stor ingot av metall, som mates for videre bearbeiding til en spesiell rulleanordning. Utstyret av sistnevnte type, som allerede produserer valset metall i den nødvendige konfigurasjonen, inkluderer seksjons-, rør- og trådmøller.
Kategorien seksjonsmøller inkluderer utstyr for produksjon av ulike typer valsede produkter. Så, disse kan være møller for produksjon av stålplater, vinkler, kanaler, skinner, etc. Avhengig av deres funksjonalitet, kan slike møller være store og mellomstore seksjoner, skinnevalsing og MPS-kategorier, på hvilke profiler av ulike seksjoner er oppnådd. Platevalseverk som er i stand til å behandle emner ved kald eller varm deformasjon, brukes til å produsere metallplater (tykkelse 50–350 mm), metallplater (3–50 mm) og strimler (1,2–20 mm). Ferdige produkter etter produksjon vikles til ruller som veier opptil 50 tonn.
Klassifiseringen av valseverk, som produserer ulike typer sømløse rør, deler dem inn i følgende kategorier:
- kontinuerlig forlengelse, som produserer rør med et tverrsnitt på opptil 110 mm;
- korte rettemøller som kreves for produksjon av rør med en diameter på 60–450 mm;
- utstyr av en trerullstype - for fremstilling av tykkveggede rør med en diameter på 35–200 mm (rør oppnådd på slikt utstyr utmerker seg ved en redusert grad av veggforskjell);
- pilegrimsmøller som brukes til fremstilling av sømløse rør med betydelig diameter (400–700 mm).

Valsestand av platevalseverk
Moderne bedrifter bruker også møller for delvalsing eller spesiell type. De brukes til produksjon av profil og røremner, hvis lengde ikke overstiger 3 meter. I tillegg gjør egenskapene til slikt utstyr det mulig å produsere emner i form av kuler, bøyde profiler, tannhjul, skruer, rør med en ribbet seksjon, etc. Sluttbehandling av emner er allerede utført hos bedrifter som bruker dem til å produsere produktene sine.
Komponenter i et valseverk
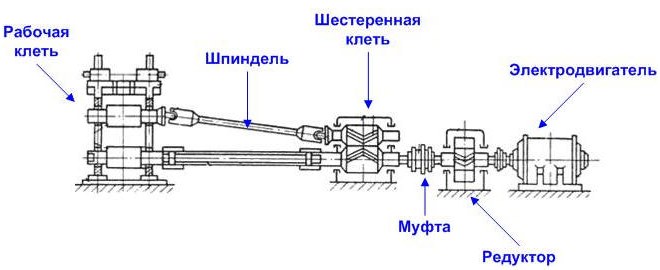
Utformingen av et valseverk inkluderer tre hovedelementer: de såkalte arbeidsstativene, transmisjonsenheter og drivmotorer. Ruller som plate- eller profilmetall beveger seg langs er en del av arbeidsstativene. De inkluderer også installasjonsmekanismer, senger, plater og ledninger. Bevegelsen til alle arbeidsdeler av valseverket er gitt av kraftige elektriske motorer, som er koblet til dem gjennom elementene i overføringsenheten: koblinger, spindler og gir.
Du bør vite at hovedkarakteristikken til valseverk av billett- og reduksjonstype er diameteren på arbeidsvalsen. Hvis flere arbeidsstativer brukes samtidig i prosessen med å behandle arbeidsstykket, brukes diameteren på rullen som etterbehandlingen utføres på som en slik karakteristikk.
Et seksjonsvalseverk, hvor produkter med kompleks form og med ganske nøyaktige geometriske parametere oppnås, inkluderer flere stativer samtidig, gjennom hvilke det valsede produktet passerer sekvensielt under behandlingen.
Moderne bedrifter bruker i dag universelle valseverk utstyrt med 3 eller 5 arbeidsstativer. En del av rullene til slike møller (2-3) har en diameter på 1350 mm, resten - 800 mm. Utstyr for produksjon av plateprodukter av betydelig tykkelse er som regel utstyrt med ett eller to arbeidsstativ. Arbeidsbredden til slike møller, dannet av lengden på rullene, er i området 3,5–5,5 meter. Platemetallmøllen er oftest utstyrt med ekstra arbeidsstativ med vertikale valser, som gir komprimering av sidekantene til metallplaten som dannes. Platemetall i form av strimler produseres på en enhet utstyrt med 10–15 arbeidsstativer, utstyrt med horisontale ruller med en lengde på 1,5–2,5 meter og vertikale ruller for endereduksjon.
Valseverket kan, som det fremgår av dets design, være av betydelig lengde. Det mest bemerkelsesverdige i denne forbindelse er rørvalseutstyret, som inkluderer tre fabrikker samtidig. På den første av dem er et hull gjennomboret i et metallarbeidsstykke, på det andre - arbeidsstykket trekkes inn i et rør, på det tredje - kalibrering, som utføres for å gi ferdig produkt nødvendig diameter. På delvalseverk utsettes arbeidsstykket for både spiral- og tverrgående bearbeiding.

Valseverk enhet
Å lage et valseverk med egne hender
Hvis du trenger et laveffekt valseverk for bruk i hjemmeverkstedet ditt, så er det fullt mulig å gjøre det selv. Til tross for enkelheten i designet, kan slikt utstyr brukes til å utføre ulike typer arbeid. Så, med dens hjelp, vil det være mulig å uavhengig produsere ledninger med forskjellige diametre, rette eller kutte metallplater, hvis tykkelse ikke overstiger 0,5 mm.
For å produsere slikt rulleutstyr vil følgende strukturelle elementer være nødvendig: to kraftige stativer, en stålstang med en diameter på 5 cm, en topplate, bolter med muttere (M10), to gir og et tannhjul, bronsebøssinger og lagre, fjærer og stoppere.
Utformingen av et slikt hjemmelaget valseverk er satt sammen i følgende sekvens:
- fra stativer og en stålplate, ved å koble dem med bolter og muttere, skapes et utseende av et bur;
- to arbeidsaksler er montert på stativene, som tidligere er maskinert fra en stålstang og herdet for å gi dem økt hardhet;
- den nedre akselen er installert mellom stativene ved hjelp av bøssinger med lagre, og den øvre akselen, som er bevegelig, er montert på spesielle glidere, hvis bevegelse oppover er begrenset av stoppere;
- konstant kompresjon av de to arbeidsakslene vil bli gitt av fjærer, som skal festes samtidig på bunnplaten og den øvre akselen.

Versjon av det manuelle valseverket
For at et slikt valseverk skal fungere, er det nødvendig å sikre synkron rotasjon av arbeidsakslene. Dette problemet løses ved et girtog som overfører dreiemoment fra et gir montert på den nedre akselen til et gir montert på samme akse som den øvre akselen. For å sette i gang hele mekanismen, er det nødvendig å vri håndtaket stivt koblet til det nedre giret. Det som er praktisk, gapet mellom arbeidsakslene til en slik mølle kan justeres.
Allsidigheten til slikt utstyr sikres ved å installere aksler av forskjellige design på det. Dermed gjør bruken av aksler i form av sirkulære kniver det mulig å kutte metallplater, og arbeidselementer med spor i ønsket størrelse gjør det mulig å produsere tråd. Du kan bruke så enkelt utstyr og for å danne stivere på arbeidsstykket. For å gjøre dette er det nødvendig å installere arbeidsaksler på den, som vil være i kontakt med overflatene deres i henhold til prinsippet "spor-kam".
met-all.org
Rulle metallplater og lage ruller med egne hender
En slik teknologisk operasjon som platevalsing har vært vanlig i ganske lang tid. Selvfølgelig har rullene som brukes til metallbearbeiding gjennomgått store endringer siden oppfinnelsen, men prinsippet for deres operasjon har ikke endret seg mye. Utviklingen av moderne teknologier har ført til at du i dag på markedet enkelt kan finne utstyr som lar deg utføre en så kompleks teknologisk operasjon som å rulle, selv hjemme.

Plate som ruller på en elektromekanisk maskin
Teknologifunksjoner
Rulling, som kan utsettes for produkter ikke bare fra metall, men også fra andre plastmaterialer(gummi, plast, etc.), er en prosess som er nødvendig for å gi arkemner ønsket konfigurasjon. Til tross for at valsing av platemetall er det vanligste, kan også rørprodukter utsettes for en slik teknologisk operasjon.
I dette tilfellet brukes spesialutstyr, hvis hovedarbeidselementer er aksler som virker på arbeidsstykket fra metallplater. Gi henne om nødvendig sylindrisk form, den teknologiske operasjonen kalles rullende (eller rullende). Når det er nødvendig å øke diameteren på røret, kalles prosedyren fakling.

Arbeidsprinsipp for 3-rulls bøyemaskin
På industribedrifter for å utføre rulle- eller ekspansjonsoperasjoner brukes utstyr med elektriske eller hydrauliske drev, og hjemme brukes manuelle maskiner til dette, som kan være både serie- og hjemmelagde. Flere faktorer bidrar til den høye populariteten til slike teknologiske operasjoner som rullende og ekspanderende, som involverer deformasjon av metall i kald tilstand.
- Stålet eller annet metall som arbeidsstykkene er laget av, utsettes ikke for temperatur og endrer følgelig ikke sine opprinnelige egenskaper.
- I strukturen til materialet som er utsatt for slik behandling, dannes det ikke interne sprekker.
- Arbeidsstykket deformeres jevnt over hele overflaten.
- Ved hjelp av kald deformasjon, hvis prosess kan kontrolleres, lages produkter med de mest nøyaktige geometriske parameterne.
Brukt utstyr
Utstyret som brukes til å rulle utmerker seg ikke bare ved allsidigheten, men også av dets enkle design, så det er enkelt å lage det selv. Selvfølgelig er hjemmelagde rullemaskiner best egnet for hjemmebruk, og for å utstyre et produksjonsverksted, hvor belastningen på slikt utstyr er ganske stor, er det best å kjøpe seriemodeller av ruller, som presenteres på det moderne markedet i et bredt utvalg.
Både serie- og hjemmelagde modeller av maskiner, ved hjelp av hvilke rulling utføres, fungerer etter prinsippet om å rulle arkmateriale rundt hovedrullen som ligger på toppen. Denne prosessen involverer også sideruller, som kan flyttes, og derved justere diameteren på det dannede skallet.

Rullene til denne maskinen roteres manuelt, og tilnærmingen til den øvre valsen utføres ved hjelp av to håndtak.
Viktige egenskaper til ruller er radien til arbeidselementene deres - ruller, samt den største tykkelsen og bredden på arbeidsstykket. Spesielt radiusen til rullene påvirker en slik parameter som minimum bøyeradius for arbeidsstykket. Jo større rullene er i diameter, desto større er verdien av minste bøyeradius til metallarbeidsstykket. Tykkelsen på selve arket påvirker også verdien av minimum bøyeradius. Som en generell regel, for ruller, bør minimum bøyeradius av arkmaterialet være 5-10 ganger tykkelsen.
Tatt i betraktning de høye belastningene som ruller opplever under drift, brukes kun høyfast stål til produksjonen, noe som kan forbedre deres ytelsesegenskaper. Ved antall arbeidselementer skilles to-, tre- og firerullsmaskiner ut, med de to siste typene som de mest populære.

Hovedforskjeller mellom 3 og 4 rullmaskiner
3-ruller arkbøyevalser, hvis arbeidselementer kan plasseres symmetrisk og asymmetrisk, selv om de er forskjellige i en akseptabel pris, har slike ulemper som:
- ikke høy hastighet rulling (ikke mer enn 5 m/min);
- vanskeligheten med å behandle arbeidsstykker med en tykkelse på mindre enn 6 mm, som ganske enkelt kan gli mellom rullene;
- mangel på nøyaktige koordinater ved arbeidsstykkets klempunkt.
Alle slike mangler er blottet for ruller, som en ekstra - fjerde - aksel er installert på. På grunn av den pålitelige klemmen glir ikke metallplateemnet mellom rullene under bearbeiding. Dette sikrer en høy rullehastighet på 6 m/min eller mer.
Maskinen med 4 ruller er i stand til å produsere, i tillegg til sylindriske, ovale og polysentriske arbeidsstykker
Ruller av denne typen er vanligvis utstyrt med automatiserte systemer kontroll, som har en positiv effekt ikke bare på produktiviteten deres, men også på nøyaktigheten av den utførte behandlingen. Den største og kanskje den eneste ulempen med en slik enhet er dens høye pris.
Klassifisering av valser etter type drivverk
Avhengig av typen drivverk som brukes, er utstyr for rulling av metallemner delt inn i følgende kategorier:
- Håndbok;
- elektrisk;
- hydraulisk.
De enkleste i design er håndbetjente ruller; det er hjemmehåndverkerne deres som oftest monterer dem med egne hender for deres egne behov.

På enkle trevalser utføres arbeidsstykkeklemming, akselrotasjon og bøyeradiusdannelse manuelt
Vesentlige fordeler med en slik enhet, som ikke krever noen ekstra strøm for driften, er:
- kompakthet og følgelig høy mobilitet;
- pålitelighet;
- enkel drift og vedlikehold;
- lave kostnader (spesielt hvis rullene er satt sammen for hånd).
Av minusene til maskiner av denne typen, bør det bemerkes:
- lav produktivitet;
- umuligheten, spesielt når det gjelder hjemmelagde maskiner, å utføre valsing av metallprodukter med stor tykkelse (mer enn 2 mm);
- behovet for å bruke betydelig fysisk innsats for å bøye stålplateemner.

Elektromekaniske dobbeltsidige ruller med programstyring
Maskiner utstyrt med elektrisk drift er mer produktive og effektive i drift. Selvfølgelig er kostnadene deres, selv om de er laget for hånd, høyere enn prisen på manuelle ruller, men de lar deg behandle arkprodukter av betydelig tykkelse.
De kraftigste er valsene, drevet av et hydraulisk drev. Mulighetene til slike maskiner, som er store i størrelse, gjør det mulig å lykkes med å rulle metallemner, selv av svært betydelig tykkelse. Enheter av denne typen er som regel installert i industribedrifter, der det stilles høye krav til utstyrets kraft, pålitelighet og funksjonalitet.

Industrielle valser med hydraulisk drift
Gjør-det-selv bøyeruller
På grunn av enkelheten i utformingen av manuelle ruller, er det ikke vanskelig å lage dem selv. Naturligvis, for å sette sammen en brukbar hjemmelaget maskin som platebearbeiding skal utføres på, må du ha visse ferdigheter og ha alt til din disposisjon. nødvendige verktøy og forbruksvarer. I tillegg til å bli kjent med anbefalingene for å utføre en slik prosedyre, er det tilrådelig å se en video om dette emnet.

Tegning av hjemmelagde manuelle ruller for rulling av brede emner (klikk for å forstørre)
Det første du trenger for å lage dine egne ruller er tegninger som du kan finne på Internett eller lage dine egne. Etter å ha laget tegningene, kan du begynne å forberede materialer og sette sammen de strukturelle enhetene som skal utgjøre din hjemmelagde maskin. Disse nodene inkluderer spesielt:
- rulleramme, som alle andre elementer av dem er festet på;
- sidestativ, i lagerenhetene som ruller vil bli installert;
- selve rullene, laget av høyfast stål (antallet og diametrene til disse elementene avhenger av hvilke tekniske egenskaper du vil gi enheten din);
- et håndtak som vil rotere de nedre rullene;
- en drivenhet (kjede eller tannhjul) som sikrer synkron rotasjon av de nedre rullene (det bør huskes på at slike ruller må rotere i én retning);
- trykkenhet av fjærtype, på grunn av hvilken den øvre valsen presses mot overflaten av metallemnet.

Kompakte hjemmelagde ruller for bearbeiding av smale arbeidsstykker

Hoveddeler av kompaktvalser
Monteringen av rullene begynner med fremstilling av en ramme, som kan sveises med egne hender fra stålblokker med stor tykkelse. Dimensjonene på dette elementet må selvfølgelig sjekkes opp mot tegningen du har. Som sidestativ, som også festes til rammen ved sveising, kan kraftige lavkarbonstålkanaler brukes.
Elementene til drivenheten er festet på en av stativene, for hvilke spesielle hull er gitt på den. Etter at sidestativene med drivenheten er fullstendig montert, installeres selve rullene i deres lagerenheter, som må justeres og først etter det utføres den endelige fikseringen av alle andre enheter.

Gjør-det-selv platebøyevalsalternativ
Før du begynner å arbeide på en maskin som du har satt sammen med egne hender, bør du prøve å bøye den for umiddelbart å oppdage alle eksisterende mangler og eliminere dem.
Videoen kan hjelpe deg med å finne ut hvordan du fungerer riktig med rullene, men prosessen er faktisk ganske grei. Rulling, uansett hvilket utstyr det utføres på, utføres i følgende rekkefølge.
- Metallplaten som skal bearbeides legges på de to nederste rullene.
- Ved hjelp av den øvre valsen, utstyrt med en trykkenhet, presses arket mot de nedre arbeidslegemene.
- Ved å dreie håndtaket på maskinen startes rullingen.
Det er vanskelig å nevne en industri der metall og produkter fra det ikke brukes, for produksjonen som et valseverk brukes aktivt. Metallurgiske bedrifter stiller i dag ganske høye krav til utstyr. Det er derfor moderne industrimaskiner, spesielt valseverk, skiller seg betydelig fra modellene som ble produsert tidligere.
Hva er dette utstyret til?
Behovet for et så holdbart og pålitelig materiale som metall vokser stadig, noe som fører til behovet for å åpne nye metallurgiske virksomheter og modernisere eksisterende. Listen over bransjer der bruken av metall rett og slett er uunnværlig, kan fortsette på ubestemt tid. Disse er maskinteknikk, bil- og skipsbygging, byggeindustrien og mange andre.
For at metallmalm skal bli til valset metall av en viss karakter, er det nødvendig å utføre mange grunnleggende og hjelpeoperasjoner, for hver av disse brukes spesialutstyr. En av hovedtypene av metallurgisk utstyr, som, som et resultat av plastisk deformasjon, oppnås et metallark fra en varm billet, er et valseverk. Det er på den at hoveddelen av arbeidet utført av metallurgiske virksomheter utføres.
Varianter av valseverk
Som vi allerede har funnet ut, er et valseverk utstyr der, på grunn av sekvensielt utførte operasjoner, en metallstang omdannes til valsede produkter med de nødvendige geometriske parameterne. Avhengig av parametrene til sluttproduktet, kan disse maskinene være av flere typer. Blanking og swaging (slabings og bloomings) er designet for å produsere et emne fra en stor ingot av metall, som mates for videre bearbeiding til en spesiell rulleanordning. Utstyret av sistnevnte type, som allerede produserer valset metall i den nødvendige konfigurasjonen, inkluderer seksjons-, rør- og trådmøller.
Kategorien seksjonsmøller inkluderer utstyr for produksjon av ulike typer valsede produkter. Så disse kan være freser for vinkler, kanaler, skinner, etc. Avhengig av deres funksjonalitet, kan slike freser være store og mellomstore seksjoner, skinnevalsing og MPS-kategorier, hvor profiler av forskjellige seksjoner er oppnådd. Platevalseverk som er i stand til å behandle emner ved kald eller varm deformasjon, brukes til å produsere metallplater (tykkelse 50–350 mm), metallplater (3–50 mm) og strimler (1,2–20 mm). Ferdige produkter etter produksjon vikles til ruller som veier opptil 50 tonn.
Klassifiseringen av valseverk, som produserer ulike typer sømløse rør, deler dem inn i følgende kategorier:
- kontinuerlig forlengelse, som produserer rør med et tverrsnitt på opptil 110 mm;
- korte rettemøller som kreves for produksjon av rør med en diameter på 60–450 mm;
- utstyr av en trerullstype - for produksjon med en diameter på 35–200 mm (rør produsert på slikt utstyr utmerker seg ved en redusert grad av veggforskjell);
- pilegrimsmøller som brukes til fremstilling av sømløse rør med betydelig diameter (400–700 mm).

Ved moderne bedrifter brukes også møller av delvalsing eller spesiell type. De brukes til produksjon av profil- og røremner, hvis lengde ikke overstiger 3 meter. I tillegg gjør egenskapene til slikt utstyr det mulig å produsere emner i form av kuler, bøyde profiler, tannhjul, skruer, rør med en ribbet seksjon, etc. Sluttbehandling av emner er allerede utført hos bedrifter som bruker dem til å produsere produktene sine.
Komponenter i et valseverk
Utformingen av et valseverk inkluderer tre hovedelementer: de såkalte arbeidsstativene, transmisjonsenheter og drivmotorer. Ruller som plate- eller profilmetall beveger seg langs er en del av arbeidsstativene. De inkluderer også installasjonsmekanismer, senger, plater og ledninger. Bevegelsen til alle arbeidsdeler av valseverket er gitt av kraftige elektriske motorer, som er koblet til dem gjennom elementene i overføringsenheten: koblinger, spindler og gir.
Du bør vite at hovedkarakteristikken til valseverk av billett- og reduksjonstype er diameteren på arbeidsvalsen. Hvis flere arbeidsstativer brukes samtidig i prosessen med å behandle arbeidsstykket, brukes diameteren på rullen som etterbehandlingen utføres på som en slik karakteristikk.
Et seksjonsvalseverk, hvor produkter med kompleks form og med ganske nøyaktige geometriske parametere oppnås, inkluderer flere stativer samtidig, gjennom hvilke det valsede produktet passerer sekvensielt under behandlingen.
Moderne bedrifter bruker i dag universelle valseverk utstyrt med 3 eller 5 arbeidsstativer. En del av rullene til slike møller (2-3) har en diameter på 1350 mm, resten - 800 mm. Utstyr for produksjon av plateprodukter av betydelig tykkelse er som regel utstyrt med ett eller to arbeidsstativ. Arbeidsbredden til slike møller, dannet av lengden på rullene, er i området 3,5–5,5 meter. Platemetallmøllen er oftest utstyrt med ekstra arbeidsstativ med vertikale valser, som gir komprimering av sidekantene til metallplaten som dannes. Platemetall i form av strimler produseres på en enhet utstyrt med 10–15 arbeidsstativer, utstyrt med horisontale ruller med en lengde på 1,5–2,5 meter og vertikale ruller for endereduksjon.
Valseverket kan, som det fremgår av dets design, være av betydelig lengde. Det mest bemerkelsesverdige i denne forbindelse er rørvalseutstyret, som inkluderer tre fabrikker samtidig. På den første av dem er et hull gjennomboret i et metallarbeidsstykke, på det andre - arbeidsstykket trekkes inn i et rør, på det tredje - kalibrering, som utføres for å gi det ferdige produktet den nødvendige diameteren. På delvalseverk utsettes arbeidsstykket for både spiral- og tverrgående bearbeiding.
Å lage et valseverk med egne hender
Hvis du trenger et laveffekt valseverk for bruk i hjemmeverkstedet ditt, så er det fullt mulig å gjøre det selv. Til tross for enkelheten i designet, kan slikt utstyr brukes til å utføre ulike typer arbeid. Så, med dens hjelp, vil det være mulig å uavhengig produsere ledninger med forskjellige diametre, rette eller kutte metallplater, hvis tykkelse ikke overstiger 0,5 mm.
For å produsere slikt rulleutstyr vil følgende strukturelle elementer være nødvendig: to kraftige stativer, en stålstang med en diameter på 5 cm, en topplate, bolter med muttere (M10), to gir og et tannhjul, bronsebøssinger og lagre, fjærer og stoppere.
Utformingen av et slikt hjemmelaget valseverk er satt sammen i følgende sekvens:
- fra stativer og en stålplate, ved å koble dem med bolter og muttere, skapes et utseende av et bur;
- to arbeidsaksler er montert på stativene, som tidligere er maskinert fra en stålstang og herdet for å gi dem økt hardhet;
- den nedre akselen er installert mellom stativene ved hjelp av bøssinger med lagre, og den øvre akselen, som er bevegelig, er montert på spesielle glidere, hvis bevegelse oppover er begrenset av stoppere;
- konstant kompresjon av de to arbeidsakslene vil bli gitt av fjærer, som skal festes samtidig på bunnplaten og den øvre akselen.

Valsemaskinen er et spesialutstyr som brukes i metallurgisk industri og er designet for å behandle et metallemne ved å trekke det gjennom spesielle ruller.
Ved hjelp av et valseverk kan produkter som valsing en metallplate, firkantede eller runde bjelker, wire. I fremtiden lages komplekse mekanismer og maskiner fra disse materialene.
Valsemaskiner for metallplater
Valsemaskiner, ved hjelp av hvilke metallplater oppnås, tilhører de såkalte seksjonsmøllene.
Slike maskiner kan være:
- høy karakter;
- mellomtone;
- skinnerulling.
Platevalseverk kan drives ved varm- eller kaldforming, og kan produsere metallplater med en tykkelse på 50 til 350 mm, metallplater fra 3 til 50 mm og metallstrimler fra 1,2 til 20 mm. Etter at produktet er klart, vikles produktene med standardruller som veier 50 tonn.
Rullemaskiner for profilrør
Rullemaskiner, som du kan få profilrør med, deler eksperter inn i tre typer.
- Rullebender- en maskin som brukes til å deformere metallplater. Oftest brukes denne enheten til fremstilling av tynnveggede deler. For eksempel ebb eller takrenner.
- Tre-vals maskiner- disse enhetene lar deg deformere ikke bare arket, men også rørene. Ved hjelp av utstyret behandles også profilvalsede produkter. Kraften til dette utstyret bestemmes av downforce-generatoren. Hvis maskinen drives av en hydraulisk drift, kan den til og med deformere T-skinner.
- Maskiner med fire ruller- den kraftigste enheten av denne typen. Slikt utstyr gjør det mulig å produsere selv en ringformet profil. Det er disse maskinene som brukes i industribedrifter med masseproduksjon.
Manuelle rullemaskiner
En manuell valsemaskin lar deg få spesifikke metallemner, wire eller for eksempel rette metallplater hjemme.
Utformingen av den manuelle rullemaskinen inkluderer:
- to gir;
- to stativer;
- utstyr;
- fjærer;
- bøssinger;
- lagre.
En manuell rullemaskin kan være allsidig, på grunn av det faktum at aksler av forskjellige design kan brukes på enheten. Så hvis du legger aksler med spesielle spor, kan du lage ledning, og å installere sirkulære kniver lar deg kutte metall.
Produksjon av valsemaskiner
Rullemaskiner produseres av mange selskaper i forskjellige land fred.
Rullelinjen inkluderer utstyr som:
- hovedlinjen til valseverket;
- oppvarming ovner;
- systemer som tillater avkalking;
- utstyr for kutting, transport, vikling, merking, pakking.
Moderne rullende utstyr må ha egenskaper som gjør det mulig å oppnå produkter av nødvendig kvalitet, samtidig som det må være tilstrekkelig kompakt, allsidig, økonomisk og energikrevende.
En viktig faktor i stilig utstyr er produksjonsfleksibiliteten, evnen til raskt å bytte til et annet produkt, holdbarhet og enkelt vedlikehold.
Produsenter og leverandører av valsemaskiner
Rullende utstyr for det metallurgiske komplekset er et komplekst system, hvor produksjonen bruker de mest moderne teknologiene. Blant verdensmerkene som produserer rullemaskiner skiller følgende bedrifter seg ut.
- OAO Elektrostal Heavy Machine Building Plant er den eneste russiske bedriften som produserer væskefriksjonslagere for valseverk.
- BORA Group er en stor produsent av linjer og annet automatisert utstyr for bearbeiding av tynnplater i Russland.
- NPP Mekhatronika er et russisk selskap som designer valseverk og produserer valseverk etter individuelle bestillinger.
- MS COSTRUZIONI SRL, Italia. Denne bedriften er engasjert i produksjon av komplekst utstyr og maskinverktøy for metallurgisk industri. Selskapet driver blant annet med produksjon av valseverk med ulik kapasitet.
- ELEKTROMASHSTAN, Spania. Anlegget produserer valsemaskiner som tillater produksjon av metallplater, rør, profiler. Selskapet har et utviklet nettverk for salg av utstyret sitt og er godt kjent i mange land rundt om i verden.
- Luoyang Sennuo Precision Bearing Co., Ltd Kina. Denne bedriften utvikler og produserer maskinverktøy for ulike formål, inkludert et valseverk. Det skal bemerkes at til tross god kvalitet Selskapet selger utstyret sitt til svært rimelige priser.
Hvor kan jeg kjøpe en rullemaskin
Du kan bli kjent med produsenter av leieutstyr for videre samarbeid på spesialiserte arrangementer (utstillinger, messer). Du kan kjøpe rullemaskiner fra leverandørbedrifter og på Internett.
Blant de mest kjente nettstedene som tilbyr slikt utstyr, merker eksperter seg følgende handelsplattformer:
- protanki.com. På siden kan du finne tilbud på salg av rullemaskiner med forskjellig kapasitet, fra manuelt til kraftig industrielt utstyr;
- kovkapro.com. På denne ressursen kan du bestille leieutstyr for små bedrifter og privat bruk;
- pulscen.ru. Denne siden tilbyr et bredt utvalg av rullemaskiner. På siden kan du velge utstyr for å utstyre et stort anlegg eller en liten fabrikk.
Rullemaskiner på utstillingen
Industribedrifter har muligheten til å bli kjent med de mest moderne modellene av rullende utstyr på spesialutstillinger.
Vanligvis viser kjente utenlandske og innenlandske produsenter produktene sine på slike arrangementer.
I tillegg kan du her bli kjent med det meste avanserte teknologier innen metallbearbeiding. For eksempel ikke bare russiske selskaper men også representanter for andre land.
Les våre andre artikler:
 Hva skal jeg gjøre hvis alt er kjedelig
Hva skal jeg gjøre hvis alt er kjedelig Verste statuser. Onde statuser om livet. Å kunne ødelegge livet er et talent
Verste statuser. Onde statuser om livet. Å kunne ødelegge livet er et talent Hvordan fjerne støy fra et bilde Støv og riper
Hvordan fjerne støy fra et bilde Støv og riper Kloke statuser om livet
Kloke statuser om livet