Konseptet med carving og dets elementer. Strukturelle elementer i en tråd
Deler i maskiner og mekanismer er koblet til hverandre på en eller annen måte. Disse forbindelsene har forskjellige funksjoner. Tilkoblinger er delt inn i to typer: bevegelige og faste, som igjen er delt inn i avtakbar og i ett stykke.
Avtagbar kalles forbindelser, hvis montering og demontering er mulig uten skade (ødeleggelse) av dem komponent deler... Disse inkluderer gjengede, tastede, pin, splined og andre typer tilkoblinger.
5.1 Tråder
Tråd - overflaten dannet av en spiralformet bevegelse av en flat kontur langs en sylindrisk eller konisk overflate.
5.1.1 Klassifisering
Av avtale tråder er delt inn i fikse (i fast forbindelse) og løping eller kinematisk (i en mobil forbindelse). Ofte har festetråder en andre funksjon - tetting av gjengeforbindelsen, noe som sikrer tettheten.
Avhengig av fra formen på overflaten, ved hvilken tråden blir kuttet, kan den være sylindrisk eller konisk.
Avhengig av fra overflatens plassering tråden kan være utendørs (skiver på stang) eller innvendig (skiver i hullet).
Avhengig av fra profilformen skille tråd trekantet, trapesformet, rektangulær, rund, spesiell.
Trekantede tråder er delt inn i beregning , trompet , konisk tomme, trapesformet tråd - på trapesformet , sta , sta forsterket .
Etter trinnstørrelse skille mellom grove, fine og spesielle tråder.
Etter antall besøk tråder er delt inn i enkeltpass og flerveis .
I retning av spiralen skille tråd ikke sant (tråden kuttes med klokken) og venstre (tråden kuttes mot klokken).
Figur 5.1 - Klassifisering av tråder
5.1.2 Trådprofiler og parametere
5.1.2.1 Trådprofiler
Tråden er dannet av den spiralformede bevegelsen til en eller annen flat figur, som definerer den såkalte trådprofilen, plassert i samme plan med aksen til revolusjonens overflate (trådakse).
Trådprofiler preget av følgende funksjoner:
- metrisk tråd har en profil i form av en ligesidig trekant med toppunktvinkel 60 0 (Figur 5.2). Metriske gjenger er sylindriske og koniske;
- rørtråd har en profil i form av en likestilt trekant med toppunktvinkel 55 0 (Figur 5.2). Rørtråder kan også være sylindriske og koniske;
- konisk tommers tråd har en profil i form av en ligesidig trekant (figur 5.2);
- rund tråd har en halvcirkelformet profil;
- trapesformet tråd har en profil i form av en likbenet trapes med en vinkel 30 0 mellom sidene (figur 5.2);
- skyvtråd har en profil av en ikke-ligesidig trapesform med en hellingsvinkel på arbeidssiden 3 0 og ikke-arbeidende - 30 0 (Figur 5.2);
- rektangulær tråd har en rektangulær profil (figur 5.2). Tråden er ikke standardisert.
 |
 Metrisk (trekantet) tråd |
 |
 Sylindrisk rørtråd |
 Konisk rørtråd |
|
 Tommers konisk tråd |
|
 |
 Rund tråd |
 Trapesformet tråd |
|
 Gjenget tråd |
|
 Ikke-standard rektangulær tråd |
Figur 5.2 - Typer og parametere for tråder
5.1.2.2 Trådparametere
Gjengediameter (d) er diameteren på overflaten som tråden skal dannes på.
Trådhøyde (P) er avstanden langs en linje som er parallell med trådaksen mellom midtpunktene til de nærmeste sidesidene med samme navn på trådprofilen, og ligger i samme aksiale plan på den ene siden av rotasjonsaksen (GOST 11708-82).
Trådslag - relativ aksial bevegelse av den gjengede delen per omdreining, lik produktet nРhvor n Er antallet tråder starter. Med en enkeltstarttråd er slaget lik tonehøyde.
Tråden dannet av bevegelsen til en profil kalles enkeltpass , dannet av bevegelsen av to, tre eller flere identiske profiler kalles flerveis (to-, treveis osv.).
5.1.3 Formål med tråden og dens elementer
| Gjengetype | Bokstavbetegnelse | Avtale |
|---|---|---|
| Metrisk | M ... | Tråd generelle formål, standard fester |
| Metrisk konisk | MK ... | Instrumentering |
| Trapesformet | Tr ... | Stempelskruer |
| Sta | S ... | Mekanismer med høye aksiale krefter (skruepresser, knekter) |
| Rørformet sylindrisk | G ... | Rørforbindelser, beslag, ventiler |
| Rørformet konisk | R ... (utendørs) Rc ... (intern) |
Tilkobling av rør ved høyt trykk og temperaturer (økt tetthet) |
| Runde for elektriske beslag | E ... | Chuck, sokkel |
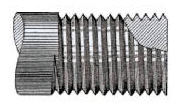
Avhengig av produksjonsforhold og art, kan gjenging utføres på forskjellige måter og verktøy. For de fleste standardiserte gjenger brukes matriser eller kraner mye.
Matrisen brukes til å skjære en utvendig gjeng på et tidligere forberedt arbeidsemne av en del, hvis diameter bestemmes av diameteren og stigningen til tråden som skal kappes.
Formens arbeidsflate (skjære) har en konisk inntaksdel (avfasning) og en sylindrisk måldel som sørger for gjenging av ønsket størrelse. Som et resultat av tilstedeværelsen av inntaksdelen på kappestangen i enden av tråden, er det fortsatt en seksjon 11 med en profil som gradvis synker i høyden (Figur 5.3, c). Denne ufullstendige tråden kalles trådløp . Fullprofiltråden, definert av dyse-delen av dysen, ender på skaftet der tråden løper av. I tilfelle når den avskårne delen av stangen er begrenset av en hvilken som helst støtteflate (skulder, hode, skulder osv.), Blir ikke gjenging av matrisen (for å unngå brudd) vanligvis ikke stoppet mot denne overflaten.
I dette tilfellet forblir en seksjon på stangen, kalt underskåret tråd. Runaway pluss undershoot form underskåret tråd l 2 (figur 5.3, c).
 |
||
| og | b | på |
Figur 5.3 - Gjenging på stang
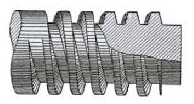
Kranen (figur 5.4) brukes til å skjære en innvendig gjeng i et forboret hull, hvis diameter d 1 velges avhengig av stigningen og diameteren på tråden som skal skjæres (se tabell 5.2. (GOST 19257-73. Hull for kutting av metriske tråder)).
| Gjengestigning, P | Borediameter, d 1 | Nominell tråddiameter, d | Gjengestigning, P | Borediameter, d 1 | |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
 |
||
| og | b | på |
Figur 5.4 - Kutting av en tråd i et hull
Figur 5.4 viser et blindt (blind) hull. På bunnen er det en avsmalnet fordypning fra boret. Vinkelen på toppen av kjeglen blir konvensjonelt sett lik 120 0 , og dimensjonene er ikke brukt på tegningene.
Før tråden, på enden av stangen (med en utvendig gjeng) og i begynnelsen av hullet (med en innvendig gjeng), avfasninger , hvis koniske overflate danner en vinkel på 45 0 med aksen. Avfasningen beskytter de ekstreme svingene mot skade, forenkler gjengeprosessen og letter tilkoblingen av gjengede deler. Størrelsen på avfasningen bestemmes av trådstigningens størrelse (tabell 5.3).
Kranen, som matrisen, har en konisk inntaksdel og en målerdel. Når du banker med et trykk, vil det være en trådavrenning, definert av inntaksdelen av kranen, og en fullprofiltråd. Når du trår i et blindhull, blir ikke kranen (for å unngå at den går i stykker) stoppet mot bunnen av hullet, derfor vil det være en trådunderskjæring og derfor trådunderskjæring som summen av tråden som er løpende og tråden underhugget.
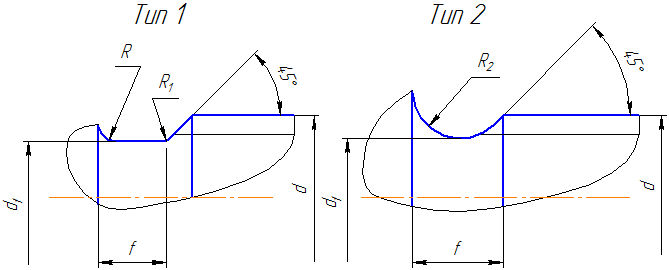
Hvis det kreves å lage en tråd med en full profil, uten å løpe bort, blir det laget et spor for å trekke ut det tråddannende verktøyet, hvis diameter for den ytre tråden skal være litt mindre enn den innvendige gjengediameteren (Figur 5.5, a), og for den innvendige gjengen - litt større enn den ytre tråddiameteren (Figur 5.5 , b).
Dimensjonene på avfasninger, rømninger, underskåringer, spor er standardisert av GOST 10549-80 * - trådutgang. Runaways, undercuts, grooves and chamfers og GOST 27148-86 - Fester. Trådutgang. Løp bort, underkutt, spor. Dimensjoner.
 |
|
| og | b |
Figur 5.5 - Utvendige og innvendige spor
 |
|||||||||||
| Trådhøyde P | Spor | Fas z | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Type 1 | Type 2 | d f | når det pares med hunntråd med spor type 2 | for alle andre saker | |||||||
| vanlig | smal | ||||||||||
| f | R | R 1 | f | R | R 1 | f | R 2 | ||||
| 0 ,2 | — | — | — | — | — | — | — | — | — | — | 0 ,2 |
| 0 ,25 | |||||||||||
| 0 ,3 | |||||||||||
| 0 ,35 | d — 0 ,6 | 0 ,3 | |||||||||
| 0 ,4 | 1 ,0 | 0 ,3 | 0 ,2 | ||||||||
| 0 ,45 | d — 0 ,7 | ||||||||||
| 0 ,5 | 1 ,6 | 0 ,5 | 0,3 | 1 ,0 | 0 ,3 | 0 ,2 | d — 0 ,8 | 0 ,5 | |||
| 0 ,6 | d — 0 ,9 | ||||||||||
| 0 ,7 | 2 ,0 | 1 ,6 | 0,5 | 0,3 | d — 1,0 | ||||||
| 0 ,75 | d — 1,2 | 1 ,0 | |||||||||
| 0 ,8 | 3,0 | 1 ,0 | 0 ,5 | ||||||||
| 1 | 2 ,0 | 3 ,6 | 2 ,0 | d — 1,5 | 2 ,0 | ||||||
| 1,25 | 4 ,0 | 2 ,5 | 1 ,0 | 0 ,5 | 4 ,4 | 2 ,5 | d — 1,8 | 2 ,5 | 1 ,6 | ||
| 1 ,5 | 4,6 | d — 2 ,2 | 3 ,0 | ||||||||
| 1,75 | 5 ,4 | 3 ,0 | d — 2 ,5 | 3 ,5 | |||||||
| 2 | 5 ,0 | 1 ,6 | 3,0 | 5 ,6 | d — 3 ,0 | 2 ,0 | |||||
| 2 ,5 | 6 ,0 | 1 ,0 | 4 ,0 | 7 ,3 | 4 ,0 | d — 3 ,5 | 5 ,0 | 2 ,5 | |||
| 3 | 7 ,6 | d — 4 ,5 | 6 ,5 | ||||||||
| 3 ,5 | 8 ,0 | 2 ,0 | 5 ,0 | 1 ,6 | 10 ,2 | 5 ,5 | d — 5 ,0 | 7,5 | |||
| 4 | 10,3 | d — 6 ,0 | 8,0 | 3,0 | |||||||
| 4 ,5 | 10 ,0 | 3 ,0 | 6 ,0 | 1 ,0 | 12 ,9 | 7 ,0 | d — 6 ,5 | 9 ,5 | |||
| 5 | 13 ,1 | d — 7 ,0 | 10 ,5 | 4 ,0 | |||||||
| 5 ,5 | 12 ,0 | 8 ,0 | 2 ,0 | 15,0 | 8 ,0 | d — 8 ,0 | |||||
| 6 | 16 ,0 | 8 ,5 | d — 9 ,0 | ||||||||
5.1.4 Representasjon og betegnelse av tråder i tegninger
Reglene for bilde og anvendelse av trådbetegnelsen i tegningene er etablert av GOST 2.311-68 *.
Tråden er avbildet:
a) på stangen - med solide hovedlinjer langs gjengens ytre diameter og tynne linjer - langs den indre diameteren for hele lengden av tråden, inkludert avfasingen. På bildene som er oppnådd ved å projisere på et plan vinkelrett på stangens akse, tegnes en bue langs den indre diameteren av tråden med en solid tynn linje lik 3/4 av sirkelen, åpen hvor som helst, men ikke langs aksene (Figur 5.6, a);
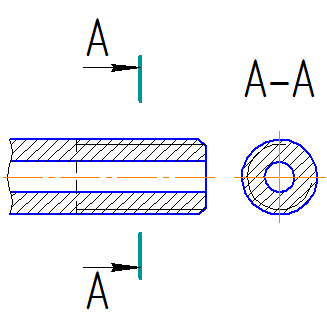
b) i hullet - med solide hovedlinjer langs trådens indre diameter og tynne linjer - langs den ytre diameteren. På bildene som er oppnådd ved å projisere på et plan vinkelrett på hullets akse, tegnes en bue langs den ytre diameteren av tråden med en solid tynn linje lik 3/4 av sirkelen, åpen hvor som helst (Figur 5.6, b).
 |
|
| og | b |
Figur 5.6 - Bilde av tråden på tegningene: utvendig - på stangen (a), innvendig - i hullet (b)
En solid tynn strek på trådbildet påføres i minst en avstand 0,8 mm fra hovedlinjen og ikke mer enn trådstigningens størrelse. Linjen som definerer trådgrensen trekkes på stangen og i det gjengede hullet på slutten av hele trådprofilen (før løpet løper). Trådgrensen trekkes til linjen med trådens ytre diameter og er avbildet som en solid hoved- eller stiplet linje hvis tråden er avbildet som usynlig (Figur 5.7, 5.8), hvor l Art - lengden på stangen som tråden er kuttet på, l sv - boredybde på hullet for tråden.

Figur 5.7 - Bilde av den synlige trådkanten
Figur 5.8 - Bilde av den usynlige trådkanten
Klemming i kutt og seksjoner utføres til linjen med den ytre diameteren av tråden på stengene og til linjen med den indre diameteren i hullet, dvs. i begge tilfeller til en solid grunnlinje.
Full trådlengde størrelse (ingen løp l) på stangen og i hullet er vist som vist i figurene 5.7, 5.9.
Hvis det er nødvendig å indikere verdien av rømningen på stangen, påføres dimensjonene, som vist i figur 5.9, c. Trådens bortløp er avbildet av en solid tynn strek trukket enten langs radiusen eller av et segment i en vinkel på 30 0 (figur 5.9, b).
 |
||
| og | b | på |
Figur 5.9 - Bilde av trådløp, størrelse på trådlengde
En undersnitt av en tråd som er laget opp til stoppet, er vist som vist i figur 5.7. Avfasinger på en gjengestang og i et gjenget hull som ikke har et spesielt designformål, i projeksjon på et plan vinkelrett på stangen eller hullets akse, representerer ikke (figur 5.6, a, b). Den faste, tynne linjen på tråden på stangen må krysse avfasingsgrenselinjen.
På seksjonene av den gjengede forbindelsen i bildet på et plan parallelt med aksen, er det bare den delen av tråden som er vist i hullet som ikke er lukket av stangens tråd (figur 5.10).

Figur 5.10 - Bilde av en gjengeforbindelse
Gjengebetegnelsene angir, i henhold til de relevante standardene, trådens dimensjoner og maksimale avvik og henviser dem til alle gjenger, unntatt konisk og rørformet sylindrisk, til den ytre diameteren, som vist i figur 5.4, 5.11.
 |
|
| og | b |
Figur 5.11 - Dimensjonering av tråden
Betegnelsen på koniske gjenger og parallelle rørgjenger påføres som vist i figur 5.12.

Figur 5.12 - Dimensjonerende rør og koniske gjenger
5.1.5 Festetråder
5.1.5.1 Gjengetråd
Metriske tråder er de mest brukte innen ingeniørfag.
Trådprofilen (figur 5.2) er angitt i GOST 9150-81; hoveddimensjonene (nominelle verdier) av ytre, midtre og indre tråddiameter - i GOST 24705-2004; diametre og trinn - GOST 8724-81 (vedlegg A) - se tabell 5.6.
MMetriske tråder er laget med stor (unikt for en gitt tråddiameter) og liten trinn, hvorav det kan være flere for en gitt diameter. Derfor, i betegnelsen av metriske tråder, er ikke det grove trinnet indikert, men det lille må angis.
Betegnelse: M20x1,5-6g - metrisk utvendige gjenger (på stangen) med en diameter på 20 mm med en fin stigning på 1,5 mm (figur 5.11, a); M20 LH-6g - samme venstre, med et stort trinn; М20х1.5 LH-6g - det samme med et lite trinn; М20-6Н - innvendige gjenger (i hullet) med stor stigning (Figur 5.11, b). Spesifikasjonen av trådtoleranseområdet er obligatorisk.
5.1.5.2 Metrisk konisk gjeng
Metrisk konisk gjeng (GOST 25229-82) brukes til å koble rørledninger.
Betegnelse: MK8 * 1 - metrisk konisk med en diameter på 8 mm, målt i hovedplanet og et trinn på 1 mm (fig. 5.12, b).
5.1.5.3 Sylindrisk rørgjenger
Sylindriske rørtråder i samsvar med GOST 6357-81 brukes på vann- og gassrør, deler for deres tilkobling (koblinger, albuer, kryss, etc.), rørdeler (ventiler, ventiler osv.).
Den rette rørtrådsprofilen er vist i figur 5.2.
PÅ symbol inkluderer et brev G, gjengestørrelse i tommer, nøyaktighetsklasse for gjennomsnittlig gjengediameter - A eller B (mindre nøyaktig) og sminkelengde i mm, hvis den overstiger det normale som er fastsatt av standarden.
Eksempel: G 1/2 (Figur 5.12, a), G 1/4-A, G 1/2 LH-A, G 3/8-A-20.
Hvis størrelsen på diameteren som er angitt i betegnelsen tilsvarer den faktiske størrelsen for en metrisk tråd (uten å ta hensyn til toleransen), så er størrelsen på betegnelsen i tommer omtrent like i rørtråden nominell rørstørrelse (den nominelle indre diameteren den beregnes etter gjennomstrømning) konvertert til tommer.
For eksempel betegner G1 størrelsen på en rørtråd kuttet på den ytre overflaten av et rør som har en nominell boring på 25 mm, dvs. omtrent 1 tommer Faktisk er rørets ytre diameter 33,249 mm, dvs. mer med to rørveggtykkelser - tabell 5.5.
Derfor blir betegnelsen på størrelsen på rørtråden påført sokkelen på lederlinjen (Figur 5.13).

Figur 5.13 - Betegnelse på rørgjenger
| Trådstørrelse, tomme | 1/4 | 3/8 | 1/2 | 3/4 | 1 | 1 ¼ |
|---|---|---|---|---|---|---|
| Betinget pass , mm | 9 | 10 | 15 | 20 | 25 | 40 |
| Ytre rørdiameter, mm | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Ytre tråddiameter, mm | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
5.1.5.4 Konisk rørtråd
Koniske rørtråder i henhold til GOST 6211-81 brukes i rørfuger ved høyt trykk og temperaturer, når økt tetthet av forbindelsen er nødvendig.
Se figur 5.2 for gjengeprofil. Siden diameteren på den avsmalnende tråden endrer seg konstant, blir dens størrelse henvist til seksjonen i hovedplanet (omtrent midt på lengden på den eksterne tråden). I dette avsnittet er diameteren på den avsmalnende tråden lik diameteren på den sylindriske rørtråden (Figur 5.14). Hovedplanets posisjon er angitt på arbeidstegningen (hentet fra standarden).

Figur 5.14 - Betegnelse på konisk rørtråd
Eksterne tråder er angitt med bokstaven R, internt - Rc.
Betegnelsen på koniske rørtråder inkluderer bokstaven R (Rc) og størrelsen i tommer uten å spesifisere dimensjonen.
Eksempel: R 1 1/2 LH - ytre venstre, Rc 1/8 - indre (Figur 5.12, c).
5.1.5.5 Konisk tomme tråd
Konisk tommegjenge (GOST 6111-52) brukes i tilkoblinger av drivstoff, olje, vann, luftrørledninger til maskiner og maskinverktøy ved lave trykk.
Betegnelsen består av brevet TIL og trådstørrelse i tommer med en indikasjon på dimensjonen, påføres ledelinjeflensen, som rørtråder.
Eksempel: K 3/4 ″ GOST 6111-52.
5.1.5.6 Rund tråd
Rund tråd brukes til ventilspindler til blandere i samsvar med GOST 19681-94 (sanitærtekniske vannfoldbare beslag) og vannkraner i samsvar med GOST 20275-74.
Rund trådbetegnelse inkluderer bokstaver Cr, nominell gjengediameter i mm, gjengestigning i mm og GOST 13536-68.
Eksempel: Kr 12x2,54 GOST 13536-68, hvor 2,54 er gjengestigning i mm, 12 er den nominelle gjerdiameteren i mm. GOST 13536-68 definerer profilen, grunnleggende dimensjoner og toleranser for runde gjenger.
5.1.6 Blytråder
5.1.6.1 Trapesformet tråd
Den brukes på skruer som overfører frem og tilbake bevegelse og aksial kraft. Carving skjer enkeltpass og flerveis .
Trådprofilen er vist i figur 5.2.
Hoveddimensjonene, diametrene, stigningene, enkeltstart-gjengetoleranser er standardisert i henhold til GOST 24737-81, 24738-81, 9562-81.
For flere starttråder er disse parametrene i GOST 24739-81 *.
Single-start trådsymbol består av bokstaver Tr, verdier av den nominelle gjengediameteren, stigningen, toleransefeltet.
Eksempel: Tr 40x6-8e - trapesformet enstarts utvendige gjenger med en diameter på 40 mm med en stigning på 6 mm, Tr 40x6-8e-85 - samme sminkelengde 85 mm, Tr 40x6LH-7H - det samme for den indre venstre.
PÅ multi-start trådsymbol en numerisk verdi av slaglengden er lagt til: Tr 20x8 (P4) -8e - en trapesformet multistart utvendig gjeng med en diameter på 20 mm med et slag på 8 mm og en stigning på 4 mm.
5.1.6.2 Skyvtråd
Den brukes på skruer som er utsatt for ensidige krefter, for eksempel jekk.
|
etter overflateform |
etter plassering på overflaten |
etter antall besøk |
mot |
etter avtale |
etter profil |
ifølge GOST |
|||||||||
|
sylindrisk |
konisk |
utendørs |
innvendig |
enkeltpass |
flerveis |
fikse |
trekantet |
trapesformet |
rektangulær |
standard |
ikke-standard |
||||
Sylindrisk tråd - tråd dannet på sideoverflaten til en rett sirkulær sylinder (fig. 1).
Konisk tråd - tråd dannet på sideoverflaten til en rett sirkulær kjegle (fig. 4).
Ekstern tråd - tråden som er dannet på stangen (fig. 1, 5).
Innvendig tråd - tråden som er dannet på hullet (fig. 4).
Enkel starttråd- tråd dannet av ett trådfremspring (fig. 4,5).
Multi-start tråd - en tråd dannet av to eller flere utstikk med ledninger med jevnt mellomrom (fig. 1).
Høyre tråd - tråd, der fremspringet, som roterer med klokken, fjernes langs aksen fra observatøren (fig. 1, 4).
Venstre tråd - en tråd der fremspringet, som roterer mot klokken, beveger seg bort langs aksen fra observatøren (fig. 5).
Festetråder - gjenger for tilkobling av deler.
Blytråder - tråder, ved hjelp av hvilken rotasjonsbevegelse konverteres til gjengjeldende.
Standard tråder - tråder, hvor alle parametere bestemmes av standarder.
1.2. Typer av tråder og deres egenskaper
Metrisk sylindrisk gjenger (GOST 8724-81) - er hovedfestetråden, den brukes også som en ledetråd. Profilen til den metriske tråden er en ligesidig trekant (fig. 6a). Denne tråden kan være enkeltstart og flerstart, hovedsakelig høyre, eksisterer med store og små trinn, betegnet med et brev. Alle dimensjoner måles i mm.
Metrisk konisk gjeng (GOST 25229-82) - har en avsmalning på 1:16, brukes i koniske gjengeforbindelser, så vel som i forbindelser av en utvendig konisk gjeng med en indre sylindrisk gjeng, enkeltstart, angitt med bokstaver  ... Alle mål måles i mm.
... Alle mål måles i mm.
Sylindrisk rørtråd (GOST 6357-81) - har en profil i form av en likbent trekant med en profilvinkel på 55 0, topper og kummer er avrundede (fig. 6b). Betegnet med et brev G ... Den brukes i rørledninger og rørforbindelser.
Konisk rørtråd (GOST 6211-81) - har en avsmalning på 1:16. Eksterne tråder er angitt med bokstaven  , indre tråd - bokstaver
, indre tråd - bokstaver  .
.
Rørtråderhar en funksjon: deres nominelle diameter tilsvarer ikke den faktiske. Den numeriske verdien er omtrent lik den indre diameteren på røret som denne tråden skjæres på, målt i tommer. En tomme \u003d 25,4 mm. Rørtråder er preget av et helt antall stigninger over en en-tommers tråd.
Konisk tråd(GOST 6111-52) - har en profil i form av en ligesidig trekant, kuttet på en konisk overflate med en avsmalning på 1/16. Betegnet med et brev  , målt i tommer. Den brukes til forseglede skjøter i rørledninger til maskiner og maskinverktøy, produsert tidligere. For øyeblikket, i stedet for en konisk tomme tråd, brukes en metrisk konisk tråd.
, målt i tommer. Den brukes til forseglede skjøter i rørledninger til maskiner og maskinverktøy, produsert tidligere. For øyeblikket, i stedet for en konisk tomme tråd, brukes en metrisk konisk tråd.
Trapesformet tråd - tjener til å overføre bevegelse og innsats, det kan være enkeltpass (GOST 9562-81) og multiple (GOST 24739-81), høyre og venstre. Profilen til den trapesformede tråden er en likbenet trapes med en profilvinkel på 30 0 (fig. 6c). Standarden gir flere stigninger for hver tråddiameter. Betegnet med bokstaver  , målt i mm.
, målt i mm.
Rund tråd - brukes på sokkler, holdere, sikkerhetsbriller og lamper (GOST 8587-71), så vel som i sanitærutstyr (GOST 13536-68), har en profil oppnådd ved å koble to buer med samme radius (fig. 6e), betegnet med bokstaver  , målt i mm.
, målt i mm.
Spesielle tråder er gjenger som har en standardprofil og en diameter eller stigning som er forskjellig fra den vanlige. Betegnelsen på slike tråder på tegningen begynner med bokstaver  .
.
Ikke-standard gjenger - firkantede og rektangulære - er laget i henhold til individuelle tegninger, der alle trådparametere må spesifiseres (fig. 6f).
Dimensjonene til de vanligste standardtrådene er gitt i vedlegg 1.
Hovedelementene og parametrene til tråden har følgende definisjoner:
sylindrisktråd - en tråd dannet på sylindrisk overflate;
konisktråd - en tråd dannet på en konisk overflate;
utendørstråd - en tråd dannet på en ytre sylindrisk eller konisk overflate;
innvendigtråd - en tråd dannet på en indre sylindrisk eller konisk overflate;
venstretråd - en tråd dannet av en kontur som roterer mot klokken og beveger seg langs en akse i retning fra observatøren ( fig. og);
ikke santtråd - en tråd dannet av en kontur som roterer med klokken og beveger seg langs en akse i retning fra observatøren (fig. b);
profilgjenger - konturen til gjengeseksjonen i planet som går gjennom aksen;
profilvinkel- vinkelen mellom sidene av profilen;

trådstigning P - avstanden mellom tilstøtende sider med samme navn i retningen parallelt med gjengeaksen;

trådledning Ph
trådledning Ph- avstanden mellom de nærmeste sideflatene med samme navn som tilhører samme spiralformede overflate, i en retning parallell med trådaksen. Gjengeslag - verdien av den relative aksiale bevegelsen til skruen (mutteren) per en omdreining;

ytre tråddiameter (d- for bolten, D- for en mutter) - diameteren på en imaginær sylinder som er beskrevet rundt toppen av den ytre tråden eller dalene til den innvendige tråden;
innvendig tråddiameter (d 1- for bolten, D 1- for en mutter) - diameteren til en imaginær sylinder innskrevet i dalene til den ytre tråden eller i toppen av den innvendige tråden;

gjennomsnittlig tråddiameter (d 2- for bolten, D 2- for en mutter) - diameteren til en imaginær koaksial med sylindergjengen som krysser gjengene på en slik måte at bredden på gjengestikket og bredden på sporet (sporet) er like.

FORMER OG TYPER AV TRÅDER
Festetråder
Metrisk tråd... Den viktigste typen festetråd som er akseptert for produksjon i vårt land er en metrisk tråd med en trekantet profilvinkel α \u003d 60 °. Dimensjonene til elementene er satt i millimeter.
Toppen av fremspringene og dalene i profilen er kuttet i en rett linje eller en sirkelbue, noe som reduserer spenningskonsentrasjonen og beskytter tråden mot skade.

Metriske tråder er tilgjengelige i grov og fin tonehøyde. I henhold til standarden settes en grov stigningsverdi for hver ytre tråddiameter og flere for små. Derfor, i betegnelsen av metriske tråder, er ikke det grove trinnet indikert, men det lille må angis.
Eksempler på betegnelseutvendig tråd (på stangen):
M20 - 6 g (M- metrisk; 20 - ytre diameter på en tråd med stor stigning (2.5), ikke angitt i betegnelsen; 6 g- toleranse felt);
M20x 1,5 - 6 g (M- metrisk; 20 - trådens ytre diameter; 1,5 - liten trinnstørrelse; 6 g- toleranse felt);
M20 x 1,5LH- 6 g(alt det samme, LH- venstre tråd).
Tråddannelse, generell informasjon om tråder
Utskjæring kalles en spiralformet overflate oppnådd under rotasjonsbevegelsen til en hvilken som helst flat figur (trådprofil) som berører overflaten av en sylinder eller en revolusjonskegle. Lager rotasjonsbevegelser uten å endre posisjon i forhold til overflaten til sylinderen (kjeglen), beveger den flate figuren seg jevnt langs sylinderen (kjeglen). I dette tilfellet dannes en spiralformet overflate på sylinderen (kjeglen), preget av en profilform (trekantet, firkantet, rund, trapesformet eller hvilken som helst annen) og en stigning (figur 6.1).
I teknologi dannes en tråd ved å påføre spiralformede spor med et tverrsnitt av en annen profil på overflaten til en del. Gjenging utføres med kuttere på en maskin, rullende på en stang med plater, ruller eller manuelt med matriser og kraner.
Trådene er klassifisert:
· av formen på overflaten, som den er kuttet på (sylindrisk, konisk),
· av tråden på overflaten av stangen eller hullet (ekstern, intern),
· etter profilform (trekantet, rektangulært, trapesformet, rundt),
· etter avtale(fester, fester og tetninger, løpeutstyr, spesial osv.) ,
· i retning av den spiralformede overflaten (venstre og høyre),
· etter antall besøk(enkeltpass og multipass).
Alle tråder er delt inn i to grupper: standard og ikke-standard; for standard tråder bestemmes alle parametrene av standarder.
Hovedparametrene til tråden bestemmes av GOST 11708 - 66. Tråden er preget av tre diametre: ytre d (D), indre d 1 (D1) og gjennomsnittlig d 2 (D2) (fig. 6.2).
| Ytre gjenger diameter d (D) | - diameteren på den imaginære sylinderen som er beskrevet rundt toppen av den ytre eller innvendige gjengen. Denne diameteren er avgjørende for de fleste gjenger og er inkludert i gjengebetegnelsen. |
| Trådprofil | - trådenes kontur med et plan som går gjennom aksen (fig. 3.2). |
| Gjengevinkel a | - vinkelen mellom sidens sider av profilen (fig. 3.2). |
| Gjengestigning P | - avstanden mellom tilstøtende sider med samme navn i retningen parallelt med gjengeaksen (figur 3.3). |
| Gjengeledning t | - avstanden mellom de nærmeste like sidene av en profil som hører til den samme spiralformede overflaten, i en retning parallell med gjengeaksen (figur 3.3). I en tråd med en start er strekningen lik tonehøyden, og i en flerstartstråd er det produktet av tonehøyde P med antall starter n (t \u003d nP). |
I figur 6.4 - trådlengde l,
full trådlengde - l 1.
Runaway-tråd l 3- et snitt av en ufullstendig profil i overgangssonen til tråden til den glatte delen av objektet.
Utskåret tråd l 4 - størrelsen på den uklippte delen av overflaten mellom enden av rullebanen og støtteflaten på delen.
Trådunderskåret l 2 - inkluderer tråd løpsk og underskåret.
For å eliminere trådløp eller underkutt, utfør spor... For å gjøre det lettere å skru inn gjengestangen, på enden av tråden avfasning Ci en vinkel på 45 (Figur 6.4, b).
Gjengede forbindelser av deler ved hjelp av gjenger - vekslende fremspring og fordypninger på overflaten av revolusjonskropper, plassert langs en spiralformet linje. Det skilles mellom koniske og sylindriske gjengeforbindelser. Sylindrisk er i sin tur delt inn i forbindelser med feste og spesielle gjenger.
Festetråder inkluderer store og små metriske gjenger i henhold til GOST 9150-81, samt tråder med spiralinnsatser; til spesiell - rør, rektangulær, vedvarende, rund, trapesformet, etc.
En del med en innvendig tråd kalles nøtt, fra utsiden - bolt (skrue, hårnål).
En trådprofil er konturen av et tverrsnitt av en gjeng i et plan som går gjennom aksen til den gjengede delen. GOST 9150-81 og GOST 8724-81 oppretter en enkelt nominell profil for sylindriske metriske gjenger opp til 600 mminkludert gjenger mindre enn 1 mm i diameter. Den nominelle gjengeprofilen og dens elementer er vist i (fig. 1, a). Hulrommet til den utvendige gjengen (fig. 1, b) kan være flatskåret eller avrundet: R max \u003d 0,144P, R min \u003d 0,108 P,
Hvor R - hulromets radius;
R - trådhøyde.
Tråder er definert av følgende grunnleggende parametere:
- ytre, midtre og indre diameter;
- steg;
- profilvinkel;
- hellingsvinkelen til sidene av profilen.
Ytre tråddiameter d (se fig. 1, a) - diameteren på sylinderen som er beskrevet i forhold til toppen av den ytre gjengen (eller trugene til den innvendige gjengen).
Indre diameter d 1 - diameteren på sylinderen som er innskrevet i toppen av den innvendige gjengen (eller roten til den ytre tråden).
Nominelle verdier d og d 1 for eksterne og interne tråder er de samme.
Gjennomsnittlig diameter d 2 - diameter på en tenkt sylinder, hvis overflate skjærer gjengene på en slik måte at bredden på gjengene og bredden på trugene er like.
Trådhøyde R - avstanden mellom parallelle sider av to tilstøtende svinger målt langs aksen.
GOST 8724-81 setter diametere i området 0,25 ... 600 mm og trinn på 0,075 ... 6 mm. Metriske tråder kan ha en stor stigning (med diametere 0,25 ... 68 mm) og en liten deling (med diametre 1 ... 600 mm).
Profilvinkel α - vinkelen mellom sidens sider av profilen, målt i aksialplanet. Helningsvinkelen til sidene av profilen β - vinkelen mellom siden av profilen og vinkelrett på trådaksen. For tråder med symmetrisk profil β \u003d 0,5α... For gjenger med en asymmetrisk profil, for eksempel trykk eller konisk, bestemmes hellingsvinkelen på hver side uavhengig.
Høyden på den opprinnelige trekanten H - høyden på den skarpe vinklede profilen som oppnås ved å forlenge sidens sider av profilen til de krysser hverandre. Arbeidsprofilhøyde H 1 - høyden på den flatkutte teoretiske profilen, lik halvforskjellen på ytre og indre diameter. For metriske tråder H \u003d 0,866025R, H 1 \u003d 0,54126P.
I virkeligheten er kontakthøyden mindre, siden toleransesystemet gir visse avstander, for eksempel i de indre diametrene til mutteren og boltrådene.
Sløyfens arbeidshøyde H 1 - høyeste kontakthøyde; den laveste kontakthøyden er angitt med H 1 min... For flatkuttede tråder H 1 og H 1 min bestem den største og minste overlappingen av gjenger og muttere.
Ledningsvinkel på tråden (helix) 
For flere starttråder, erstatt telleren for denne formelen i stedet for R sammensetning n 0 P,
Hvor n 0 - antall besøk.
Sminkelengde l (mutterhøyde H) - kontaktlengde (høyde) på bolten og mutteroverflatene, målt langs

 Historien om den grå nakken lest online
Historien om den grå nakken lest online Bokleser for datamaskin - gjennomgang av de beste programmene
Bokleser for datamaskin - gjennomgang av de beste programmene Interaksjon med brukere
Interaksjon med brukere Ledere presterer ikke bra: er det lat eller utbrenthet?
Ledere presterer ikke bra: er det lat eller utbrenthet?