Teknologi for visuelle målemetoder for testing av sveisede skjøter. Testbevis for testfuge Testbevis for sømmer
Vedlegg G til instruksjonene for visuell kontroll og måling (anbefalt)
ACT-nr. _____ fra __________ visuell og / eller målekontroll av kvaliteten på sveisede sømmer under sveising av skjøten ______________________________________________________________________________ (produktnavn og nummer på skjøten) 1. Denne loven bekrefter det faktum at sveiseren har utført ______________________________________________________________________________ fullt navn, stempel _______________________ av skjøten _________ (se sveiseskjema) , type (typer) av skjøter laget _________________________________________________________ angir sveisemetode og posisjon i samsvar med kravene til sveiseteknologien ______________________ ______________________________________________________________________________ angi koden til teknologien og ukontrollerbar __________________________________________ indikere kontrollmetoden foreskrevet av ______________________________________________________________________________ designdokumentasjon 2. Ved lagvis-visuell måling med kontroll og visuell måling kvalitetsvurdering i henhold til normene _____________________________________ for kategorien __________________________________________________________________________ (kode eller navn på ND) ble det funnet at den sveisede skjøten ble funnet å være egnet og oppfyller kravene i __________________________________________________________________ (spesifiser ND eller designdokumentasjon) Kontroll utført av: ___________________________________________________________ Kvalifiseringsnivå, etternavn, initialer, signatur nr. kvalifikasjonsbevis Leder for arbeid med visuell og målekontroll: ____________________________________________________________________ Etternavn, initialer, signatur Merknad. Det utarbeides en handling for hver sveisede struktur (skjøt eller gruppe fuger) som inspiseres under sveiseprosessen. Krav til utforming av "Protokoll for dimensjoner _____________" (produkt) Protokollen for dimensjoner er bare utarbeidet hvis det er angitt i ND eller PKD for det kontrollerte produktet. Produktdimensjonsprotokollen (tabell) må inneholde de faktiske produktdimensjonene, laget i visse seksjoner, som er angitt av "Måleplan ____________". Formen på Dimensjonsprotokollen bestemmes (produkt) under utforming og teknologisk forberedelse av kontrollarbeider. Protokollen er signert av personene som utførte målingene, og av lederen for arbeid med visuell og målekontroll, med angivelse av etternavn og initialer.
Krav til innholdet i "Journal of work accounting and registrering av resultatene av visuell og målekontroll"
Resultatene av kontrollen av produkter, produkter og gjenstander er registrert i "Journal of the work record and registration of the results of visual and measure control", som indikerer:
1) navnet og typen (typen) på det kontrollerte objektet, dets nummer eller kode;
2) plasseringen og, om nødvendig, størrelsen på de kontrollerte områdene ved det kontrollerte objektet;
3) vilkårene for kontrollen;
4) produksjonskontrolldokument, antall;
5) metoden for måling av kontroll og enhetene (verktøyene) som brukes;
6) merkevare og batchnummer på materialet til den kontrollerte gjenstanden, samt betegnelsen av standard eller tekniske spesifikasjoner for materialet og tegningsnummeret til objektet (sistnevnte er bare for deler og monteringsenheter);
7) hovedegenskapene til feilene som er avdekket under inspeksjonen (form, størrelse, plassering eller retning i forhold til grunnaksene eller inspeksjonsflatene);
8) navn eller ND-kode som kvalitetsvurderingen ble utført etter;
9) evaluering av kontrollresultater;
10) dato for kontroll.
Merk. Det er tillatt å bruke i stedet for gitte andre former for dokumenter som er utviklet av organisasjonen i samsvar med kravene i gjeldende forskriftsmessig og teknisk dokumentasjon, som sikrer identifikasjon og sporbarhet av deler, samlinger, produkter under produksjonsprosessen (installasjon, reparasjon), fiksering av kontrollerte parametere, volumer og kontrollmetoder, utarbeidelse av rapporter og regnskapsdokumentasjon for visuell og målekontroll.
skriftstørrelse
BESLUT av Gosgortekhnadzor fra Den russiske føderasjon av 11-06-2003 92 OM GODKJENNING AV INSTRUKSJONENE FOR VISUAL- OG MÅLKONTROLL (2020) Faktisk i 2018
LOV AV VISUELL OG / ELLER MÅLING AV KVALITETSKONTROLL AV Sveisede sømmer i prosessen med å sveise sammen
______________________ (organisasjon) ACT N _____ fra __________ visuell og / eller målekontroll av kvaliteten på sveisede sømmer under sveising av skjøten __________________________________________________________________________ (produktnavn og nummer på skjøten) 1. Denne loven bekrefter det faktum at sveiseren utførte __________________________________________________________________ full navn, stempel _____________________ av forbindelsen _______ (se sveiseskjema), type (typer) av skjøter laget _____________________________________________________ angir sveisemetoden og posisjon i samsvar med sveiseteknologikravene __________________ __________________________________________________________________________ indikerer koden til teknologien og kan ikke kontrolleres ______________________________________ indikerer kontrollmetoden som er foreskrevet av __________________________________________________________________ i designdokumentasjonen 2. Med lagvise visuelle målekontroll med kvalitetsvurdering i henhold til normene _________________________________ for kategorien __________________________________________________________________ (kode eller navn på ND) det ble funnet at den sveisede skjøten ble funnet å være egnet og oppfyller kravene i ________________________________________ (spesifiser ND eller designdokumentasjon) Kontrollen ble utført av: _______________________________________________________ Ferdighetsnivå, etternavn, initialisering kvalifikasjon, signatur N, Arbeidsleder for visuell og målekontroll: ________________________________________________________ Etternavn, initialer, signatur Merknad. Det utarbeides en handling for hver sveisede konstruksjon (skjøt eller gruppe fuger) som inspiseres under sveiseprosessen. Krav til utforming av "Protokollen for dimensjoner _____________" (produkt) Protokollen for dimensjoner er bare utarbeidet hvis den er angitt i ND eller PKD for det kontrollerte produktet. Produktdimensjonsprotokollen (tabell) skal inneholde de faktiske produktdimensjonene, laget i visse seksjoner, som er angitt av "Måleplan _____________". Formen på protokollen (produkt) av dimensjoner bestemmes under utforming og teknologisk forberedelse av kontrollarbeider. Protokollen er signert av personene som utførte målingene, og av lederen for arbeid med visuell og målekontroll, med angivelse av etternavn og initialer. Krav til innholdet i "Journal of work and registrering av resultatene av visuell og målekontroll" Resultatene av kontroll av produkter, produkter og gjenstander er registrert i "Journal of accounting of work and registration of results of visual and measure control", som indikerer: 1) navn og type (type) kontrollert objekt, nummer eller kode; 2) plasseringen og, om nødvendig, størrelsen på de kontrollerte områdene ved det kontrollerte objektet; 3) vilkårene for kontrollen; 4) produksjonskontrolldokument, antall; 5) metoden for måling av kontroll og instrumentene (instrumentene) som brukes; 6) merkevare og partinummer på materialet til den kontrollerte gjenstanden, samt betegnelsen av standard eller tekniske spesifikasjoner for materialet og tegningsnummeret til objektet (sistnevnte er bare for deler og monteringsenheter); 7) hovedegenskapene til feil identifisert under testing (form, størrelse, plassering eller orientering i forhold til grunnaksene eller testflatene); 8) navn eller ND-kode som kvalitetsvurderingen ble utført etter; 9) evaluering av kontrollresultater; 10) dato for kontroll. Merk. Det er tillatt å bruke i stedet for gitte andre former for dokumenter som er utviklet av organisasjonen i samsvar med kravene i gjeldende forskriftsmessige og tekniske dokumentasjon, som sikrer identifikasjon og sporbarhet av deler, samlinger, produkter under produksjonsprosessen (installasjon, reparasjon), fiksering av kontrollerte parametere, volumer og kontrollmetoder, registrering og regnskapsdokumentasjon for visuell og målekontroll.
For å vurdere kvaliteten på sveisede skjøter etableres konseptet med styresveiset skjøt. En styresveiset skjøt betraktes som identisk med de kontrollerte produksjonssveisede skjøtene: Det må være de samme stålkvaliteter av elementene som skal sammenføyes, deres tykkelse og diameter, fugens type og design og sporet. Ved inspeksjon av lignende skjøter, må tykkelsen og diameteren på den prøvesveisede skjøten tilsvare en av standardstørrelsene på sveisede skjøter. Den teknologiske prosessen for å lage kontrollsveiset skjøt må tilsvare den teknologiske prosessen som brukes ved fremstilling av de kontrollerte beslagene eller når den kobles til rørledningen. Den samme sveisemetoden må brukes, i samme posisjon, de samme sveisematerialene, av samme kvalitet og samme diameter, under de samme forholdene, med samme oppvarming, med samme varmebehandling, etc. Kontrollsveisede skjøter må gjøres i samme periode som produksjons sveisede skjøter kontrollert av dem, av samme sveiser, ved bruk av samme utstyr og ved bruk av samme teknologi, under tilsyn av spesielt utpekte ansvarlige personer.
Varmebehandling av kontrolltilkoblingene bør utføres sammen med produktet (med generell varmebehandling i ovnen), og hvis dette ikke er mulig, separat ved bruk av oppvarmings- og avkjølingsmetoder og temperaturregimer etablert av PDD for produksjonsforbindelser. Hvis de testede sveiseskjøtene blir utsatt for gjentatt varmebehandling, må også kontrollfugen gjennomgå det samme antallet varmebehandlinger i samme modus. Hvis produksjonsforbindelsen ble utsatt for flere høye herdinger, kan kontrollforbindelsen utsettes for en enkelt herding med en holdetid på minst 80% av den totale holdetiden ved alle høye tempereringstider for produksjonsforbindelsen.
Kontrollsveiset skjøt må inspiseres i en mengde på 100% ved hjelp av de samme ikke-destruktive testmetodene som er gitt for produksjonssveisede skjøter. I tilfelle utilfredsstillende kontrollresultater, må kontrollforbindelser fremstilles igjen i dobbelt mengde. Hvis det oppnås utilfredsstillende resultater under gjentatt ikke-destruktiv testing, anses totalresultatet som utilfredsstillende. I dette tilfellet bør kvaliteten på materialene, utstyret og kvalifikasjonene til sveiseren underkastes ytterligere kontroller.
Alle sveisede skjøter må være stemplet eller med annen konvensjonell betegnelse, slik at navnet på sveiseren som utførte skjøten kan fastslås.
Dokumentdel: Eksempeldokumenter , Lov
ACT-nr. _____ fra __________ visuell og / eller målekontroll av kvaliteten på sveisede skjøter under sveising av en skjøt
______________________________________________________________________ (produktnavn og tilkoblingsnummer)
1. Denne handlingen bekrefter det faktum at sveiseren har utført ______________________________________________________________________________ fullt navn, stempel
Tilkoblinger _________ (se sveiseskjema), type (r) tilkoblinger
Fullført _________________________________________________________ spesifiser sveisemetode og posisjon
I samsvar med kravene i sveiseteknologien ______________________ __________________________________________________________________________ angir teknologikoden
Og utilgjengelig for kontroll __________________________________________ indikerer foreskrevet kontrollmetode
Design dokumentasjon
2. Med lagvise visuelle og målekontroll med kvalitetsvurdering i henhold til standardene _____________________________________ for kategorien __________________________________________________________________________ (kode eller navn på ND)
Det ble funnet at den sveisede skjøten ble anerkjent som egnet og oppfyller kravene i __________________________________________________________ (spesifiser ND eller designdokumentasjon)
Kontroll utført av: ___________________________________________________ Kvalifiseringsnivå, Etternavn, initialer, signatur nr. kvalifikasjonsbevis
Leder for arbeid med visuell og målekontroll: ____________________________________________________________________ Etternavn, initialer, signatur
Merk. Det utarbeides en handling for hver sveisede konstruksjon (skjøt eller gruppe fuger) som inspiseres under sveiseprosessen.
Krav til utforming av "Protokoll for dimensjoner _____________" (produkt)
Størrelsesprotokollen er bare utarbeidet hvis den er angitt i ND eller PKD for det kontrollerte produktet. Produktdimensjonsprotokollen (tabell) må inneholde de faktiske produktdimensjonene, laget i visse seksjoner, som er satt av "Måleplan ____________". Formen på størrelsesprotokollen bestemmes av (produkt)
Under design og teknologisk forberedelse av kontrollarbeider. Protokollen er signert av personene som utførte målingene, og av lederen for arbeid med visuell og målekontroll, med angivelse av etternavn og initialer.
Krav til innholdet i "Arbeidsloggen
og registrere resultatene av det visuelle
og målekontroll "
Resultatene av kontrollen av produkter, produkter og gjenstander er registrert i "Journal of the work record and registration of the results of visual and measure control", som indikerer:
1) navnet og typen (typen) på det kontrollerte objektet, dets nummer eller kode;
2) plasseringen og, om nødvendig, størrelsen på de kontrollerte områdene ved det kontrollerte objektet;
3) vilkårene for kontrollen;
4) produksjonskontrolldokument, antall;
5) metoden for måling av kontroll og enhetene (verktøyene) som brukes;
6) merkevare og batchnummer på materialet til den kontrollerte gjenstanden, samt betegnelsen av standard eller tekniske spesifikasjoner for materialet og tegningsnummeret til objektet (sistnevnte er bare for deler og monteringsenheter);
7) hovedegenskapene til feilene som er avdekket under inspeksjonen (form, størrelse, plassering eller retning i forhold til grunnaksene eller inspeksjonsflatene);
8) navn eller ND-kode som kvalitetsvurderingen ble utført etter;
9) evaluering av kontrollresultater;
10) dato for kontroll.
Merk. Det er tillatt å bruke i stedet for gitte andre former for dokumenter som er utviklet av organisasjonen i samsvar med kravene i gjeldende forskriftsmessig og teknisk dokumentasjon, som sikrer identifikasjon og sporbarhet av deler, samlinger, produkter under produksjonsprosessen (installasjon, reparasjon), fiksering av kontrollerte parametere, volumer og kontrollmetoder, utarbeidelse av rapporter og regnskapsdokumentasjon for visuell og målekontroll.
Lagre denne siden.
For å kunne gjennomføre en fullverdig vurdering av ytelsen til ulike systemer og strukturer i industribedrifter, er det viktig å for eksempel inspisere sveiser ved hjelp av flere metoder. Alle metodene er delt inn i henhold til prinsippet om innvirkning på objektet som studeres i to brede grupper: ikke-destruktive testmetoder og destruktive testmetoder. Metodene til den første gruppen er å foretrekke og praktiske i bruk, men mange av dem er ganske dyre og har sine egne særegenheter. Derfor er det mer økonomisk å starte en inspeksjon av en sveis med den enkleste metoden - visuell kvalitetskontroll.
Denne kontrollmetoden anses som den mest tilgjengelige og operasjonelle, og er derfor en obligatorisk, foreløpig undersøkelsesmetode før du utfører andre metoder for å teste sømmen.
Enkel optisk metode for å bekrefte kvaliteten på metallsveising
Kontrollen av et sveiset ledd begynner å bli utført selv med direkte sveising. Visuell kontroll er en del av sveisearbeidet, og han utfører med jevne mellomrom en ekstern undersøkelse (på grunn av manglende gjennomtrengning, underskjæring og legetrohet) flere ganger til hele arbeidsmengden er fullført. Det er også den eldste metoden for å kontrollere det endelige arbeidet, og essensen har ikke endret seg vesentlig, men implementeringsmetoden har blitt bedre de siste årene. Sveisesjekk
Teoretisk definisjon og verktøy for implementering
Visuell målingskontroll (VIM) av sveisede sømmer er en ekstern undersøkelse av tilstrekkelig store sveisede strukturer, både med det blotte øye og ved hjelp av forskjellige tekniske innretninger for å identifisere mindre defekter som ikke kan visualiseres i utgangspunktet, samt ved bruk av visuelle informasjonsomformere til telemetri. VIC refererer til organoleptiske (utført av sansene) kontrollmetoder og utføres i det synlige spekteret av stråling. En visuell inspeksjon på jakt etter teoretiske feil utføres fra utsiden av sveisen, der det, hvis de oppdages, er mulig å utføre minimale målinger ved hjelp av optiske instrumenter og verktøy, for å avslutte en visuell inspeksjonsrapport.
Spesialist-inspektører bruker flere typer verktøy under visuell inspeksjon av sveisede skjøter.
- Kartlegging, teleskopiske, forstørrelsesgulv på gulvet;
- linser;
- mikroskop;
- endoskoper, etc.
For å utføre kontroll under forskjellige arbeidsforhold:
- Workshop-enheter. Driftstemperaturområde fra +5 ° C til +20 ° С, forhold for fullstendig hvile, normalt atmosfærisk trykk, moderat fuktighet.
- Enheter for feltbruk. Arbeidstemperatur fra -55 ° C til +60 ° С, forhold med moderat risting, vibrasjon, værnedbør.
Bruken av disse enhetene muliggjør et mer nøyaktig søk etter mangler og visuell-optisk kontroll av kvaliteten på sveisene på alle gjenstander.
Visuell-optisk kontroll er den andre fasen av visuell kontroll med et bredere, økt undersøkelsesområde på grunn av bruken av optiske instrumenter. Avhengig av applikasjon er metoden ment for tre hovedgrupper:
- For å finne og analysere skjulte objekter. Følgende enheter brukes: endoskoper, boreskoper, videosystemer, periskopiske feildetektorer.
- For inspeksjon av gjenstander fjernt fra arbeidsplassen til NDT-inspektøren. Bruksområde - avstand ikke mer enn 250 mm fra kontrollerens øye. Instrumenter brukes: teleskopiske forstørrelsesglass, kikkert, teleskoper.
- For kartlegging av små gjenstander i nærheten. Bruksområde fra øye fra en spesialist i en avstand lik eller mindre enn 250 mm. Enheter som brukes: forstørrelsesglass, mikroskop.
Visuell inspeksjon av sveisede sømmer er også nødvendig under forhold som er uegnet for menneskers sanser. I slike områder som: høye temperaturer, farlig bakgrunnsstråling, ytre kjemisk aktive omgivelser og andre. Og også under forhold når konfigurasjonen av objektet som studeres og dens design ikke tillater å analysere kvaliteten og målingen av sveisefeilene (for eksempel på grunn av objektets høye høyde eller dets underjordiske beliggenhet). I tillegg til optiske instrumenter for å søke og analysere skjulte objekter, brukes følgende:
- fjernkontroll plattformer;
- termiske bildeanlegg;
- belysningsenheter;
- automatiske transportsystemer;
- kontrollerte roboter.
Dermed gjør de visuelle informasjonsomformerne det mulig å kontrollere sveisene til det varme metallbassenget under omsmeltingsprosessen.
Målingskontroll er en viktig komponent i VIC, som utføres i samsvar med strenge kontrollregler og forskrifter for kvalitet. Den består i å tilordne en kategori eller type til en defekt i henhold til en av egenskapene i form av en bestemt fysisk størrelse oppnådd ved praktisk måling. Måleinstrumenter og deres metrologiske indikatorer er spesifisert i reguleringsdokumenter.  Måleverktøy
Måleverktøy
Under målekontroll brukes følgende verktøy, som kan inngå i det obligatoriske settet til teknisk tilsyn eller supplere det:
- måle forstørrelsesglass;
- testing av firkanter 90 0 buet;
- goniometre med vernier;
- kaliper, høydemålere og dybdemåler;
- sonder;
- mikrometer;
- rørveggmålere og tykkelsesmålere for indikatorer;
- mikrometer;
- kalibre;
- metall lengdemåler (målebånd, stål linjaler);
- interne mikrometer og indikator;
- maler: spesiell, radius, gjenget osv.
- UShS-2, UShS-3 (maler for geometriske parametere for sømmer);
- overflateplater;
- et sett med spesialtilbehør.
Denne kontrollmetoden, VIC, refererer til metoder som er mulige med et minimum sett med verktøy. Den består i å samle informasjon og er basert på kvalifikasjonene til en spesialist, den menneskelige faktoren, men lar deg lage en handling for visuell inspeksjon av sveiser, som betraktes som et objektivt dokument.
Essensen av ekstern kontroll
Kvaliteten på dannelsen av sveisede skjøter på overflaten egner seg godt til vurdering ved profesjonell undersøkelse. Den karakteristiske sømmen "kvalitet" eller "ikke kvalitet" er ganske vilkårlig, siden den er en komparativ verdi.
Kvalitetskontroll av sveisede sømmer og inspeksjon av strukturer av strukturer, rørledninger, bygninger utføres i tre sammenhengende trinn.
Trinnvis fremgangsmåte for gjennomføring av VIC
- Visuell (måle) kontroll. Foreløpig inspeksjon av sømmen for korrosjon og mulige feil med primitive målinger: bredde, tykkelse, ben.
- Kvalitetskontroll av sveisede skjøter. Kvalitetskontroll utføres for å avklare parametrene for synlige feil (etter avsluttet handling av foreløpig inspeksjon), størrelsen på feil og forvrengning av sveiser (prosentvis avvik fra tillatt norm).
- Detaljert (instrumentell) forskning og registrering av resultater. Mer presise metoder brukes:
- virvelstrømmetode for å bestemme graden av slitasje på en sveiset søm og metallutmattelse i svinger;
- ultralydstesting av sveisede ledd for å oppdage alvorlige dyptliggende feil;
- kapillær feil deteksjon for overflate og gjennom defekter og så videre.
Rettidig og høykvalitets inspeksjoner gjør det mulig å identifisere ødeleggelse av sømmen eller sveisbarhetsfeil i tidlige stadier, og deretter avklare årsakene til feilen ved hjelp av en ikke-destruktiv feildeteksjonsmetode.
Fordeler og ulemper ved denne teknikken
Fordelene med VIC-metoden:
- Enkel og rimelig metode.
- Når du samler inn informasjon om kvaliteten på designet, tillater det å oppnå opptil 50% av det totale volumet
- Det er ikke arbeidskrevende og krever ikke dyrt utstyr.
- Lett å sjekke og kjøre på nytt.
Ulemper med VIC:
- Menneskelig faktor som påvirker 100% av resultatene.
- Lav pålitelighet av oppnådde resultater, subjektivitet.
- Den brukes bare til å søke etter store feil (ikke mindre enn 0,1 - 0,2 mm) og mistanke om mulige.
- Begrenset forskning til kun den synlige delen av strukturen.
- De ansattes tekniske ferdigheter er viktig, som må velge riktig målemetode, sammenlignende mal eller standarder og gi en nøyaktig vurdering av måleresultatene.
Når det gjelder metoden og kvaliteten på diagnostikken, er til og med ufullkommen visuell inspeksjon av sømmer en nødvendig metode, både på komplisert diagnostikkstadium og gjennom hele den teknologiske prosessen. 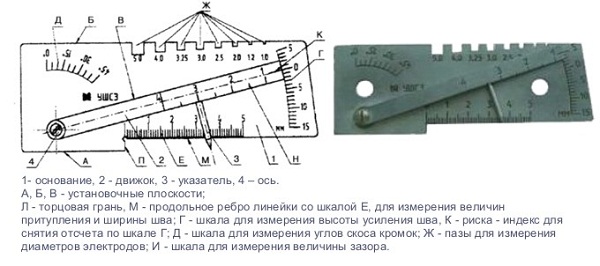 Universal sveisemal
Universal sveisemal
Muligheter for metoden for å oppdage mangler
Sveisede sømmer er underlagt visuell inspeksjon:
- når du utfører overflatearbeid på scenen med "aksept - levering", må en visuell inspeksjon avsluttes;
- ved inspeksjon av en sveiset skjøt med flere lag (inspeksjon lag for lag);
- under den siste inspeksjonen av stedene hvor sveisebuen berører overflaten til grunnmaterialet.
- ved montering av deler fra monteringsenheter for;
- i automatisk produksjon av sveisede deler og teknisk vurdering av materialets kvalitet i henhold til den tekniske prosessen;
- etter utløpet av den etablerte levetiden til de sveisede sømmene.
Visuell inspeksjon av sveiser krever obligatorisk måling og utelukkelse av følgende feil:
- overflatesprekker;
- synlige grove feil
- dårlig kvalitet på metallstripping i sveisesonene (spesielt teknologiske fester),
samt kontroll og bekreftelse av tilgjengelighet:
- merkevarebygging (merking) av sømmen og troskap av produksjonen;
- sømbredde og høyde, sømkonveksitet og konkavitet;
- riktige dimensjoner på benene på filettsveisen.
Detekterbare feil
Når man undersøker sveisede sømmer med det blotte øye, kan man anslå:
- ujevnheter i sømmenes høyde og bredde;
- overdreven skalering;
- hengende;
- undercuts;
- overdreven styrking eller svekkelse av sømmene;
- ikke sveisede kratere;
- gjennombrenthet;
- parametere for bena på filettsveisen.
Forstørrelsesglass og mikroskop lar deg oppdage: - et obligatorisk trinn i arbeidet med metall.
Dreiing av metallplater og deler brukes med spesialutstyr. Les mer om dette.
Trenger du å kutte metall raskt og effektivt? En effektiv måte er beskrevet her.
Områder for implementering av denne teknikken
Ekstern undersøkelse av sveisen utføres før rengjøringsprosedyren, varmebehandlingen eller behandlingen, så vel som etter implementeringen.
Ved vurdering av kvaliteten på en sveiset søm brukes VIC:
- Som en informativ metode for å beskrive den generelle eksterne tilstanden.
- Som en teoretisk metode for å vurdere sømmenes indre tilstand og som en grunn til å anbefale en mer nøyaktig inspeksjon.
- Som en evalueringsmetode for driftsforholdene til en gitt skjøt, struktur, system og hele produktet.
- Som en kontrollmetode for å oppdage grove brudd på den teknologiske prosessen.
- Som en metode for foreløpig konklusjon under avvikling eller registrering av en nødssituasjon.
- Som en prediktiv metode for mulige steder for ødeleggelse av strukturer med et bestemt sett med synlige feil.
- Som en siste metode for å vurdere og konkludere med korrekthet, sikkerhet og stabilitet i den teknologiske prosessen med å produsere eller reparere en struktur.
Visuell og målingskontroll er en veldig effektiv metode for å kontrollere og kontrollere kvaliteten på industrielle materialer og sveisede skjøter under konstruksjonsarbeid og etter mottak av en handling for å fullføre konstruksjon, en igangsetting, samt forskjellige andre tekniske handlinger.

 Indikatorer for effektiviteten av funksjonen til
Indikatorer for effektiviteten av funksjonen til Strukturen og parametrene for effektiviteten og kvaliteten på funksjonen til
Strukturen og parametrene for effektiviteten og kvaliteten på funksjonen til Mti studentforum - vis beskjed separat - grunnleggende om serviceologi Kø læring
Mti studentforum - vis beskjed separat - grunnleggende om serviceologi Kø læring Arbeidsarkfunksjoner Betydningen av kvalifisering
Arbeidsarkfunksjoner Betydningen av kvalifisering